SUPPORT INFORMATION

We provide information on YUPO printing and processing.
For more detailed information, please refer to the various manuals available on the Catalog Download page.
Important Notes on YUPO
Generally, machinery designed for paper processing can be used. However, because YUPO has properties that differ from paper, please understand the following points in advance.
- 01
- YUPO is neither water-absorbent nor air-permeable.
* Some products, such as YUPO Aqua, have water-absorbing properties. - 02
- When exposed to high-temperature environments, YUPO may deform due to thermal expansion or contraction.
Thermal shrinkage is greater in the cross-grain direction (perpendicular to the grain) than in the grain direction. - 03
- YUPO may stretch if wound under strong tension.
Stretching is exacerbated at higher ambient temperatures.
When winding YUPO, keep tension as low as possible. - 04
- Once the edge of the YUPO is damaged, it becomes more prone to tearing from that point.
It tears even more easily along the direction of the grain. - 05
- YUPO has strong resistance to bending and tends to spring back after being folded.
For folding processes, refer to the YUPO processing manual "About YUPO Processing Methods." - 06
- If YUPO comes into contact with printed materials produced using paper inks, it may curl or deform. This occurs because solvents in the ink cause the YUPO to swell (solvent attack). Such curling or deformation is irreversible.
Precautions During Processing
Cutting
Guillotine cutting
- Use a sharp blade with no nicks or damage. If diagonal streaks appear on the cut YUPO surface or burrs appear on the cut edge, replace the blade.
- Before cutting, completely remove any air trapped between the YUPO sheets.
- To prevent sheet slippage, keep the cutting height at 15 cm or less (for QJJ and RMM, keep it at 10 cm or less).
Slitting
- Do not damage the edges of the YUPO roll during winding. Damage may cause tears when tension is applied.
- Use rotary blades.
- Ensure precise alignment of the upper and lower blades.
- Use blades that are sharp and free of damage.
- Make sure to properly collect trim waste (edge trim) after slitting.
Folding and Scoring
Folding
- To prevent static electricity issues, maintain the humidity around the machine at 50% RH or higher (target) and use static eliminators in combination.
- Among YUPO products, FGS 95 is the easiest for machine folding.
- For products with a thickness of 150 μm or greater, scoring is recommended.
- Ensure the final fold direction is parallel to the grain of the YUPO.
-
When using and calibrating a folding machine, be aware of the following points:
- Use rubber/steel combination rollers.
- It is important to use rollers that are not worn.
- Set roller pressure evenly on both sides and at the maximum setting.
- Be sure to set the sheet feed exactly perpendicular to the rollers.
- At the delivery section, use a vertical stacking delivery system. Belt-type systems make operation difficult.
- For page folding, we recommend 8-page folds. For 16-page folds, conduct testing in advance (products of 130 μm or less are recommended).
- Airtight pouch-type folds (for example, 32-page folds) are difficult with YUPO.
- YUPO sheets printed by oil-based offset printing are sprayed with a relatively large amount of set-off prevention powder. Powder removal may be necessary in advance, so check with the printing department or printing company.
- After sheets are discharged at delivery, the fold may tend to spring back due to material resilience. However, applying pressure with rubber bands, string, or weights will usually set the fold within a few hours.
- QJJ and RMM are prone to cracking, so do not fold it perpendicular to the grain. Fold it along the direction of the grain after applying heat-scoring in advance.
Scoring
- When folding thick YUPO products, it is effective to score in advance and then fold by hand.
- Scoring is more effective when applied with higher pressure than that used for paperboard.
Die Cutting, Drilling,
and Perforating
Die cutting
- PMC or Busch-type die cutters are best suited for YUPO, but other types (flatbed, platen, and rotary) can also be used. Common machines include Victoria, Thomson, Autoplatens, Bobst, and Heidelberg.
- For die-cutters other than PMC or Busch types, set the blade contact against the backplate to a kiss-touch setting to prevent damage to the blade. Additionally, make sure to remove any unevenness. If blades become dull or damaged, it can cause fuzzing or delamination of the YUPO.
- Both single-bevel and double-bevel blades can be used, but they must be sharp and free of nicks. If the blade is not sharp, fuzzing is likely to occur, which can also lead to delamination during the stripping process.
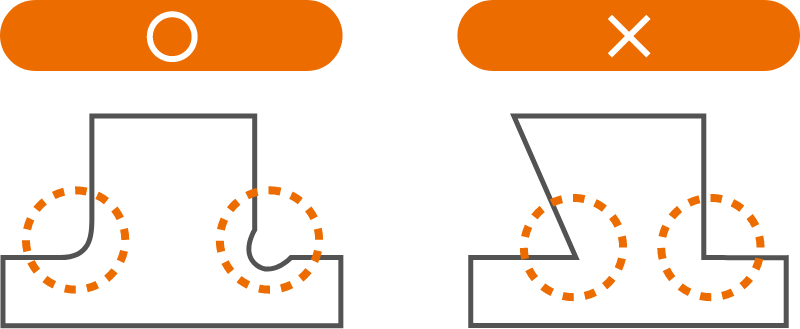
- Right-angled or acute corners are prone to tearing, so be sure to design and die-cut them with rounded corners.
- Set the "nicks" (tabs/bridges) of the die-cut mold along the grain of the YUPO and keep them as narrow as possible to improve the efficiency of the stripping process.
- Exercise extreme care during stripping to prevent tearing or fuzzing of the YUPO.
- For die-cutting using a rotary die, please consult with the die manufacturer in advance to select a die (blade) that meets the specific performance requirements.
Drilling
- Use sharp, undamaged bits with diameters of at least 6 mm. Smaller diameters increase the risk of the bit breaking. Furthermore, if the bit is not sharp, the cut edges may fuse together, potentially causing damage.
- Before drilling, ensure that all air between the YUPO sheets is completely removed.
- Keep the stack height for a single drilling to 20 mm or less.
- If fusion occurs at the cut edges, cool the bit or replace it with a new one. For cooling, air-cooling is recommended.
Perforating
- Use sharp perforation blades that are free of nicks or damage.
-
Ensure perforations are applied in a precise, straight line.
Good example 
Poor example 
-
Set the perforation blades according to the following specifications.
Uncut Cut Grain direction 0.8-1.0mm 2-3mm Perpendicular to grain 0.5 mm or less 2-3mm - If a perforation cut extends to the edge of the sheet, it becomes prone to tearing.
- For roll products, keep the tension as low as possible (20 kgf/m width or less).


Embossing and foil stamping
Embossing
- YUPO can be embossed. However, it is not suitable for sharp, deep embossing such as that used for credit cards, relief maps, or masks.
-
Example conditions when using a paper-roll embossing machine:
Roll temperature 60-90℃ Roll pressure 100-200kgf/cm
Foil stamping
- When foil stamping on YUPO, the material may ripple or distort due to thermal shrinkage. This effect is more pronounced on thinner YUPO.
- To minimize rippling caused by thermal shrinkage, we recommend using low-temperature foils. Set the plate temperature to 100-105°C.
- Consult with your foil manufacturer to select a foil that is compatible with YUPO and the ink used.
- When stamping small, repeated patterns, the resulting ripples may cause die-cutting alignment issues, so make sure to conduct a test in advance.
Bookbinding
- As a general rule, YUPO should be used with the grain running horizontally. Take this into account during the planning stage so that the grain direction runs parallel to the spine.
- The preferred bookbinding methods for YUPO are notch binding and wire binding, although adhesive binding can also be used. As a guideline, we recommend notch binding for spine thicknesses of 5 mm or more, and wire binding for 5 mm or less.
- Loose-leaf and spiral wire binding can also be used. Ultrasonic sealing can be used when the page count is low.
Sealing conditions vary slightly depending on the total thickness of the YUPO being sealed, but use the following as a guide:
| Frequency | 15kHz |
|---|---|
| Pressure | 2-4kgf/cm2 |
| Compression time | 0.3-0.5 seconds |
Note that the sealed area tends to become translucent.
- Notch binding
- This is the strongest binding method. The same adhesives as those used for adhesive binding, as shown below, are suitable.
- Adhesive binding
-
- To increase bonding strength, the notching should be slightly deeper and cover a wider area than with paper. Also, use a slightly larger amount of adhesive.
- Use EVA-based hot-melt adhesives that retain their adhesive quality even after solidification. Refer to "Selecting Adhesives" in the YUPO Processing Manual.
- Wire binding
- For books intended for use in humid environments, use stainless steel wire.
- Thread binding
- This method is not recommended. If the thread is pulled tight, the needle holes in the YUPO become prone to tearing.
- Eco Press
- This is a simple binding method using pressure-sensitive adhesion. Consult with a binding company that operates Eco Press binders.
If YUPO is used as a cover or an insert and bound with materials produced using paper inks, it may curl or deform. This occurs because solvents in the ink cause YUPO to swell (solvent attack). Such curling or deformation is irreversible.
Laminating
Note: Optimal conditions vary depending on the substrate material being laminated.
YUPO to YUPO/Non-absorbent material to YUPO
-
Roll-to-roll lamination
- Dry lamination is the most suitable method. We recommend using two-component adhesives.
To prevent curling, pay close attention to tension balance. When using the material in sheet form, ensure it is cut before the adhesive has fully cured. - Sandwich lamination (using LDPE, etc.) is also possible, but make sure to monitor the cooling rolls carefully as thermal contraction may occur.
If high lamination bond strength is required, apply a primer (anchor coat) to the YUPO beforehand.
- Dry lamination is the most suitable method. We recommend using two-component adhesives.
-
Roll-to-sheet print lamination
When laminating film (PP, flexible PVC, or PET) onto printed YUPO sheets:
-
We recommend using two-component adhesives.
To prevent curling:
1. Keep the tension of the roll film as low as possible.
2. After laminating, wind the material with the film side facing upward to counteract curling before cutting. - For PP lamination, you may use PP films pre-coated with hot-melt adhesive (such as Lamitack). (Preliminary testing is required for outdoor or wet-environment applications.)
-
We recommend using two-component adhesives.
-
Sheet-to-sheet thermal press lamination
When laminating rigid PVC sheets onto printed YUPO sheets:
- We recommend using two-component adhesives. Apply the adhesive to the PVC sheet.
- The typical press temperature is 100-120°C. If the temperature is higher than necessary, thermal contraction of the YUPO may cause size defects.
To prevent curling and dimensional changes after the heat press, continue applying pressure (cold press) until the YUPO has cooled to room temperature. - When thermal-press bonding YUPO printed with oil-based offset inks, check the ink dryness in advance.
(If bonding is performed before the ink is sufficiently dry, ink bleeding may occur.)
Note: YUPO Super-Fast Dry (FRRG) cannot undergo thermal press lamination due to weak adhesion to laminating sheets.
YUPO to absorbent materials
-
Lamination with plywood
Emulsions such as modified PVA or EVA types can be used as adhesives. However, for applications requiring high bond strength, we recommend two-component adhesives.
-
Lamination with low-rigidity absorbent materials (paper)
This is not recommended, as there is a high probability of curling after lamination.
However, if curling can be prevented, you may use dry lamination or emulsion adhesives such as modified PVA or EVA types.
Adhesives
Below is processing information for using adhesives with YUPO.
Bookbinding
- Notch binding
-
Compatible adhesives
EVA-based hot-melt
Refer to "Selecting Adhesives" in the YUPO Processing Manual. This provides the best bonding results. - Adhesive binding
-
Compatible adhesives
EVA-based hot-melt
Refer to "Selecting Adhesives" in the YUPO Processing Manual. Ensure that the notching covers a wide area. - Thread binding
-
This method is not recommended.
If the thread is pulled tight, the needle holes in the YUPO become prone to tearing.
Envelopes and shopping bags
Envelopes
- Sheet-fed envelope machine (string-type) method
(various envelopes) Note: Center-seam, side-seam, hidden-seam, and western-style (diamond-fold) envelopes have a proven track record of success. -
Compatible adhesives
PVA-based emulsions
Standard adhesives for paper can be used.
Set the application volume to approximately half that of paper and use a line-gluing method. Consult with your adhesive manufacturer regarding specific performance requirements. - Sheet-fed envelope machine
(transfer roll-type) method
(various envelopes) Note: Center-seam, side-seam, hidden-seam, and western-style (diamond-fold) envelopes have a proven track record of success. -
Compatible adhesives
PVA-based emulsions
Standard adhesives for paper can be used.
Set the application volume to approximately half that of paper and use a line-gluing method. Consult with your adhesive manufacturer regarding specific performance requirements. - Ultrasonic sealing method
(card cases, storage bags, etc.) -
Compatible adhesives
No adhesive is required for this process.
- Heat-seal method Note: Center-seam, side-seam, hidden-seam, and western-style (diamond-fold) envelopes have a proven track record of success.
-
Compatible adhesives
Apply a dry lamination of CPP or OPP,
or a PE extrusion lamination, to the YUPO in advance.
Shopping bags
- Manual assembly
-
Compatible adhesives
Double-sided tape (high-tack type)
Note: Confirm specifications with the tape manufacturer. - Automatic sheet-fed bag-making method (base seam)
-
Compatible adhesives
EVA-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.
Labels and in-mold labels
Labels
- Labelers for adhesive labels
-
Application materials Compatible adhesives YUPO adhesive-processed products Consult with your adhesive converter manufacturer. - Hot-melt labelers
(aluminum can labels) -
Application materials Compatible adhesives YUPO adhesive-processed products Synthetic rubber-based hot-melt (adhesive type)
Consult with your adhesive manufacturer. - Glue labelers
-
Application materials Compatible adhesives Glass bottles (alcoholic beverages) PVA-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Glass bottles (for pasteurization) SBR-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Metal containers (after-labeling) Acrylic-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Metal containers (before-labeling) Consult with your adhesive manufacturer regarding specific performance requirements. Plastic containers (various bottles) Synthetic rubber-based emulsions YUPO Aqua/various containers Since YUPO Aqua is a product engineered for water absorbency, starch or casein-based glues can be used. Consult with your adhesive manufacturer regarding specific performance requirements.
In-mold labels
- Injection molding
-
Compatible adhesives
If you are considering this process, consult with us in advance.
- Blow molding
-
Compatible adhesives
If you are considering this process, consult with us in advance.
- Vacuum molding
-
Compatible adhesives
If you are considering this process, consult with us in advance.
Laminating
- When bonding YUPO and paper*1
-
Application materials Compatible adhesives Wet lamination*2 Acrylic copolymer (two-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.
EVA-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.
- When using a laminator.
Be mindful of curling after lamination. - For thin paper, we recommend dry lamination.
- When bonding YUPO and film
-
Application materials Compatible adhesives Dry lamination*3
YUPO to YUPOPolyether (two-component)*4
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Dry lamination*3
YUPO to PETPolyester (two-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Dry lamination*3
YUPO to aluminum foilPolyester (two-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.YUPO to plastic containers
Heat-seal coating<LDPE> YUPO to plastic containers
Sandwich lamination*5<LDPE>
- For lamination with non-absorbent materials (roll-to-roll):
Set the tension and dryer temperature as low as possible to prevent curling. - If hot-water resistance is required, consult with your adhesive manufacturer.
- If high bond strength is required, apply an anchor coat. To account for potential curling caused by cooling contraction, wind the material in a reverse-wind direction.
- Films for print lamination
-
Application materials Compatible adhesives YUPO prints to thermoplastic resin-coated
OPP/PETAcrylic-based emulsions (two-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual. - Print lamination *6
(automatic application) -
Application materials Compatible adhesives YUPO prints to OPP EVA (two-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.
Acrylic-based emulsions (one-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.
Acrylic-based emulsions (two-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.YUPO prints to thermoplastic resin-coated
OPP/PETPrint lamination film YUPO prints to PVC (large banners) Polyester (two-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.YUPO prints to CPP/PET Acrylic-based emulsions (two-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.
- When bonding sheets and rolls:
Keep the film tension as low as possible to prevent curling. After laminating, wind the material with the film side facing upward to counteract curling before cutting.
- Heat press lamination*7
-
Application materials Compatible adhesives YUPO prints to PVC*8
(writing mats, cards, mousepads, etc.)Acrylic-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.YUPO prints to PP*8 Polyester (two-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.
- For sheet-to-sheet lamination.
- Apply the coating to the PVC or PP side. If the coating is applied to the YUPO side, it may cause ink bleeding if the ink is not sufficiently dry.
- Dry lamination
-
Application materials Compatible adhesives YUPO to OPP/CPP Acrylic copolymer (two-component)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.
Others
Manual assembly and bonding processes
- Bonding YUPO to YUPO
-
Application materials Compatible adhesives Notepads and block memos
(with covers)*1EVA-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.
EVA (hot melt)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Notepads and block memos
(without covers)*2EVA-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Sheet-fed forms
(using YUPO)Top-gluing (brush application)
EVA-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Sheet-fed forms
(using YUPO Carbonless)*3,
Triage tagsAcrylic-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Envelopes and bags*4 (manually sealed) Double-sided tape (for general use)
EVA-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Calendars*5
(Strip processing/
eco-cut processing)EVA (hot melt)
Refer to "Selecting Adhesives" in the YUPO Processing Manual.
- Perform using the same method as adhesive binding.
- Perform linear fusion using a heat trowel.
- Conduct a test before use.
- Applies to both center-seam and bottom-seam bonding.
- a) Use thick paper for the strip that wraps the binding area.
b) In addition to the strip method, metal winding or ring binding can also be used.
- Bonding YUPO to absorbent materials
-
Application materials Compatible adhesives Posters/bulletin boards Double-sided tape (for general use) Posters/rough surfaces such as concrete Double-sided tape*6
Refer to "Selecting Adhesives" in the Processing Manual.Sheet-fed forms/
Paper to YUPO*7EVA-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Sheet-fed forms/
High-quality carbonless paper to YUPO Carbonless*8Setting glue
Match the adhesive to the high-quality carbonless paper.
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Continuous forms (collator)/
Paper to YUPOAcrylic rubber-based emulsions Continuous forms (collator)/
High-quality carbonless paper to YUPO CarbonlessForm bonding glue
Match the adhesive to the high-quality carbonless paper.
- Use tape with a thick adhesive layer.
- Application by sponge.
- Application by brush.
- Bonding YUPO to non-absorbent materials
-
Application materials Compatible adhesives Pasting posters*9
Metal platesDouble-sided tape (for general use) Pasting posters*9
Plastic cardboardDouble-sided tape (for general use) Labels
(manual application for bottles/cans)YUPO adhesive-processed products
Consult with your adhesive converter manufacturer.
Acrylic-based emulsions
- When mounting posters on metal plates, glass, or painted surfaces, any water trapped between the YUPO and the contact surface may evaporate rapidly under high temperatures. This can cause the YUPO to fuse to the surface or cause paint to peel when the poster is removed. This phenomenon is common to all film-based materials, not just YUPO. For example, when using double-sided tape, the application must be performed in a way that prevents water from pooling between the YUPO and the contact surface.
- Special applications
-
Application materials Compatible adhesives YUPO envelope flap adhesive Double-sided tape
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Bonding YUPO to plywood
(small boxes, decorative panels, bulletin boards, etc.)EVA-based emulsions
Refer to "Selecting Adhesives" in the YUPO Processing Manual.Bonding YUPO to foamed PS sheets
(display panels, etc.)When using a wet lamination machine:
- 1. First, bond the high-quality paper to the foamed PS sheet (using a water-based adhesive).
- 2. Next, bond the printed YUPO to the high-quality paper side (using the same adhesive as step 1).
- 3. As bonding to only one side will cause warping, bond an additional sheet of paper to the opposite side.
When assembling manually:
- • Bond the printed YUPO to a foamed PS panel coated with adhesive.
- • Bond YUPO adhesive paper prints directly to the foamed PS sheet.
Precautions During Printing
Printability
YUPO Matte (FGS) offers a low-gloss, matte finish, while YUPO Fast Dry (FEBG) features a semi-gloss surface for a more premium look.
Our diverse lineup also includes YUPO Metalized (WMF) with a metallic finish and YUPO Super-Fast Dry (FRBW, FRRG), which offers printability similar to standard coated paper using conventional inks.
While YUPO is compatible with various printing methods, including offset printing, please note that available methods may vary depending on the specific products.
Recommended inks
When selecting inks, consult with the ink manufacturer regarding the specific performance requirements of your application.
Oil-based offset printing/
YUPO inks (For FGS, LARG, etc.)
| Manufacturer | Ink Brand |
|---|---|
| T&K TOKA | BEST-SP |
| DIC Graphics | New POP-K |
| artience (Toyo Ink) | TSP-400 |
- • Use silver ink specifically formulated for YUPO.
- • No gold inks are specifically designated for YUPO. Therefore, there is a risk of "solvent attack" (swelling). Furthermore, contact with other inks may cause the gold to oxidize and turn black due to gases generated during the drying process. As an alternative to gold ink, use imitation gold ink manufactured by T&K TOKA. It is a mixture of YUPO-specific silver, yellow, and gold-red.
- • Metallic inks are prone to over-emulsification, so print using the minimum amount of dampening water.
- • Set the impression pressure slightly higher than usual, as transferability is lower than that of process inks.
Oil-based offset printing/synthetic paper inks
(For YUPO Fast Dry/FEBG)
| Manufacturer | Ink Brand |
|---|---|
| DIC Graphics | New POP-K |
| artience (Toyo Ink) | TSP-400 |
| Tokyo Ink | NEW CERVO (for synthetic paper) |
- • When using gold or silver inks, please refer to the section on YUPO-specific inks.
Oil-based offset printing/general paper inks
(For YUPO Super-Fast Dry/FRBW)
Ink brands: Please refer to the YUPO Printing Manual. For further details, consult with your ink manufacturer.
Oil-based offset printing (For YUPO Super-Fast Dry/FRRG)
- ■ Color overprinting: Up to 2-color overprinting is compatible with general paper inks.
Up to 4-color overprinting is compatible with YUPO-specific inks or synthetic paper inks.
Ink brands: Please refer to the YUPO Printing Manual.
For further details, consult with your ink manufacturer.
UV offset printing
Ink brands: Please refer to the YUPO Printing Manual.
For further details, consult with your ink manufacturer.
- • We recommend high-adhesion (medium-adhesion or higher) UV inks designed for films.
If UV inks designed for paper are used, ink shedding or picking may occur depending on the application.
Waterless offset printing
| Manufacturer | Ink Brand |
|---|---|
| T&K TOKA | ALPO (for synthetic paper) |
- • The printing press must have ink rollers equipped with a cooling function to allow for temperature control. This is necessary to prevent issues such as unstable ink transfer or scumming.
- • Since dampening water is not used, static electricity issues occur more easily. Maintain the humidity around the press at 55% RH or higher.
Solvent-based screen printing
Ink brands: Please refer to the YUPO Printing Manual.
For further details, consult with your ink manufacturer.
Recommended YUPO: FEBG, FGS, FPU, SGS, QJJ, etc.
UV screen printing
Ink brands: Please refer to the YUPO Printing Manual.
For further details, consult with your ink manufacturer.
Recommended YUPO: FEBG, FGS, FPU, SGS, QJJ, etc.
UV letterpress (label printing)
| Manufacturer | Ink Brand |
|---|---|
| T&K TOKA | UV161 |
| DIC Graphics | MAR |
| artience (Toyo Ink) | FD-MP |
| KUBOI INK | UV-HS |
Sheet-fed letterpress printing
| Manufacturer | Ink Brand |
|---|---|
| T&K TOKA | BEST-SP |
| DIC Graphics | New POP-K |
| artience (Toyo Ink) | TSP-400 |
Business form printing/
UV offset forms (reference only)
| Manufacturer | Ink Brand |
|---|---|
| T&K TOKA | UV 161 |
| DIC Graphics | MAR |
| artience (Toyo Ink) | FD-MP |
Business form printing/UV letterpress forms (reference only)
| Manufacturer | Ink Brand |
|---|---|
| T&K TOKA | UV 161 |
| DIC Graphics | MAR |
| artience (Toyo Ink) | FD-MP |
Pre-press preparation
Installing YUPO
Bring the YUPO into a printing room-equivalent environment at least 24 hours prior to printing without opening the packaging. During winter, 48 hours is recommended. This is to allow the temperature of the YUPO to acclimate to the printing room temperature.
The purpose is to prevent condensation (surface "sweating") that occurs when cold YUPO is suddenly moved into a warm printing room.
Condensation on the surface will cause issues such as feeder malfunctions and poor ink transfer.
Unpacking YUPO
YUPO sheets adjacent to the two chipboards on the top and bottom of each package are often curled, so please remove them. To account for this, the package contains two extra sheets more than the quantity indicated on the label. Once unpacked, always store the YUPO flat.
If YUPO is left in a bent or curved state, it will develop a permanent set (curl) that cannot be reversed. Store with edges aligned and avoid uneven stacking.
Sheet stacking
Thoroughly ventilate the YUPO immediately before printing, then stack the sheets onto the feeder.
Stacking the sheets the day before can cause the air between the sheets to escape, leading to feeding failures. (As a guideline, the maximum stack height for FGS 130 is approximately 5,000 sheets.)
Sheet folding
Never fold YUPO sheets during stacking.
If the YUPO is folded, the fold marks will not disappear, which causes set-off.
Optimal printing room conditions (around the printing press)
Set conditions as follows:
Temperature: 20-25°C
Humidity: 50-70% RH
Static electricity issues may occur if the indoor humidity is low (40% RH or less).
(Examples: feeding failures, uneven stacking, adhesion of dust or paper powder, etc.)
Precautions by printing method
Offset printing
Representative products compatible with oil-based and UV offset printing are as follows.
| Oil-based offset | UV offset | ||||
|---|---|---|---|---|---|
| YUPO ink |
Synthetic paper ink |
Paper ink |
Conventional method |
Energy-saving method |
|
| FRBW | ○ | × | |||
| FEBG | ○ | × | △ | ||
| FRRG※2 | ○/× | ×/× | |||
| FGS | ○ | × | ○ | ||
| FPG | ○ | × | × | ||
| TPRA | ○ | × | × | ○ | |
| BLRG | ○ | × | ○ | ||
| LARG※2 | ○/× | ×/× | ×/× | △/× | |
| SGS(G)・SGP※1 | ○ | × | ○ | ||
| WKFS※2 | ○/× | ×/× | |||
| WKO※2 | ○/× | ×/× | ○/× | ||
| WMF※2 | ○/× | ×/× | ×/× | ○/× | |
| WSF※2 | ○/○ | ×/× | ×/× | ×/× | |
| WCFA | ○ | × | ○ | ||
| WESC・WEST※2 | ×/× | ×/× | ○/○ | ||
| QJJ | ○ | × | ○ | ||
| RMM | ○ | × | ○ | ||
| IM-L※2・3 | (△)/× | ×/× | (○)/× | ||
○: Compatible
△: Usable under certain printing conditions and applications
×: Incompatible
- Indicates compatibility for the printing surface (matte) of adhesive-processed paper.
- Indicates suitability for front/back.
- "IM-L" refers to ISF105, IDS80, IDS100, and IHC75.
Please contact us regarding other products.
Printing conditions
Plate materials (printing plates)
- Use PS plates or CTP plates.
- For on-press development plates (unprocessed plates), confirm suitability in advance.
- Do not use paper-based or polyester-based plate materials, as these make it difficult to restrict water flow, thereby allowing ink emulsification to occur more easily. (If using these, consult with the plate manufacturer.)
- For UV offset printing, use manufacturer-recommended products that are suitable for UV printing in terms of factors such as durability.
Printing pressure settings
Set the printing pressure according to the printer manufacturer's specifications. If ink transfer is insufficient at the specified pressure, excessive dampening water may cause over-emulsification of the ink.
If the ink condition is normal but transfer is insufficient, slightly increase the printing pressure (by approximately 10% of the paper thickness).
Dampening water
Adjusting dampening water
The key point for offset printing on YUPO is to control the amount of dampening water.
To prevent ink drying failures, minimize the dampening water on the plate surface to the lowest possible level before plate staining occurs. Water temperature settings should be the same as those used for printing on coated paper.
YUPO is a plastic film and does not absorb water. Consequently, if the amount of dampening water is set for paper printing, excess water will remain on both the YUPO surface and the plate surface. When printing on YUPO, it is necessary to use a lower water volume than when printing on paper.
Even a slight excess of water on the plate surface will lead to the following two problems:
1. Poor ink transfer (in multi-color presses)
This happens when there is excessive dampening water in the cylinder preceding the generating cylinder (such as the first or second cylinder), which causes water to remain on the YUPO. As a result, the ink from later cylinders may not adhere properly.
2. Delayed ink drying
Since YUPO does not absorb moisture, the ink on the rollers absorbs the excess water instead, leading to over-emulsification. The water trapped within over-emulsified ink takes a long time to evaporate and inhibits the function of the driers during that time, which significantly delays ink drying. This is also frequently accompanied by set-off and a decrease in both ink adhesion and ink film strength.
Preventive measures
- It is vital to use dampening water suitable for YUPO printing. Please consult with your etching solution manufacturer.
- Minimize water usage. It is particularly important to use less water in the first and second cylinders than you would for paper. As a guideline, you should reduce the water until just before small characters in the image area begin to fill in or staining appears on the gripper side.
- Adding solid strips (patches)
The problem described in (2) above is particularly likely to occur in print jobs with low ink coverage, such as those consisting only of text and ruled lines. For example, by including solid strips in the margin of the plate, the ink on the rollers is constantly refreshed, reducing the risk of ink over-emulsification.
Etching solution
Make sure to measure the amount of solution in accordance with the manufacturer's instructions. Furthermore, because pH and conductivity values vary depending on the source water, always consult with the etching solution manufacturer regarding the amount to be added.
Type of etching solution:
We recommend types that inhibit ink emulsification.
This makes it easier to avoid problems caused by over-emulsification.
Alcohol (IPA)
If it is possible to use alcohol (IPA) in the dampening water, it will be easier to restrict water flow.
When using alcohol substitutes, follow the manufacturer's specifications.
If alcohol is used and the dampening water becomes excessive, ink emulsification will be accelerated. Therefore, restrict the flow to the absolute minimum required.
Delivery conditions
Because YUPO has a smooth surface, sheets tend to stick together. Furthermore, its non-absorbent nature means ink takes longer to set, making set-off issues more likely.
To prevent set-off, please observe the following points.
Use spray powder
The purpose of spray powder is to prevent sheets from sticking together and to allow oxygen to enter the stack. Therefore, coarser powders are more effective. To avoid compromising the appearance of the printed material, we recommend the following sizes and amounts.
For FGS:
Particle diameter: 15-30 μm
Application amount: Approximately 50-100% more than the amount used for coated paper.
Example: NIKKALYCO (Mini-Pack SL or AS160)/Nikka Ltd.
Note: If overprinting or lamination is planned, remove the excess powder.
Board stacking
Ensure that you use boards for stacking. The height of each stack depends on the specific product and design.
Use the following as a guideline:
| Stack height (first side) | Stack height (second side) | |
|---|---|---|
|
YUPO Matte*1 (FGS) |
10 cm or less | 10 cm or less |
|
YUPO Super-Fast Dry*2 (FRBW, FRRG) |
Approx. 10 cm Approx. 20 cm |
Approx. 10 cm - |
|
YUPO Fast Dry*1 (FEBG) |
Approx. 10 cm | Approx. 10 cm |
- When using YUPO-specific inks
- When using conventional paper inks
Paper delivery fans
To prevent set-off issues, adjust the fans so that the printed YUPO sheets float down gently. Set the sheet air pressure to zero or the absolute minimum.
Side joggers
Align the joggers so they strike evenly on both the left and right sides.
They should only faintly touch the YUPO. Ensure they do not strike the sheets with force.
Static removal
Static electricity can cause YUPO to misalign in the stack or lead to set-off issues. The most effective countermeasure is maintaining high humidity. Ensure it is at least 50% RH. Always keep static eliminators turned on. Ionized air systems are also effective (static eliminators are mandatory for UV printing).
The use of anti-static cloths or ropes is also effective. Ensure they are securely attached so they do not come loose.
Other
Until the ink has completely set, never apply pressure or subject the YUPO to sudden impact, as this will cause set-off. Additionally, when moving printed YUPO to change to the next pallet, exercise extreme care to avoid sheets sliding out of the stack.
Drying time (typical examples)
YUPO has a slow ink set time and requires a longer drying time than coated paper. While single-side drying times vary based on the design, printing conditions, and climate, the following are general guidelines:
| FEBG | FGS | FRBW | FRRG | ||
|---|---|---|---|---|---|
| Double-sided | Double-sided | Double-sided | Single-sided | ||
| Ink used |
Synthetic paper ink YUPO ink UV ink |
YUPO ink UV ink |
Paper ink Synthetic paper ink YUPO ink |
Standard ink (color weight 200%) Synthetic paper ink YUPO ink |
|
| Drying time Using YUPO ink |
100% | 1-2 hours | 6-8 hours | 1-2 hours | 1-2 hours |
| 200% | 2-3 hours | 7-10 hours | 1-3 hours | 2-3 hours | |
| 300% | 3-5 hours | 8-12 hours | 2-4 hours | 3-5 hours | |
| 400% | 5-7 hours | 10-16 hours | 3-5 hours | 5-7 hours | |
| Finish | Front | Semi-gloss | Matte | Semi-gloss | Semi-gloss |
| Back | Semi-gloss | Matte | Semi-gloss | Matte | |
To achieve the drying times listed above, it is essential to follow the dampening water advice strictly, such as using fresh ink and inhibiting over-emulsification. If the ink has not set even after 24 hours, it is highly likely that the ink has over-emulsified.
- The guideline figures are based on results from relatively balanced designs printed without issues such as over-emulsification.
- There is no significant difference in drying time between single-color and multi-color printing on YUPO. Therefore, we recommend using multi-color presses whenever possible.
- If the ink over-emulsifies, drying will take significantly longer than as stated in the guidelines above, depending on the severity. Most drying failures on YUPO are caused by ink over-emulsification.
- Ink drying is also slower in low-temperature environments. Drying times will be significantly extended at 15°C or below.
- In double-sided printing, the drying time after printing the second side (back) may take longer than the first side. While this varies by design and conditions, it is because the gases generated as the first-side ink dries can change the properties of the back surface.
To accelerate ink drying, the following are effective:
1. Dry the printed material in a high-temperature environment (25-30°C).
2. Perform frequent ventilation after the ink has set.
If overprinting or back-side printing follows, ensure the sheet temperature is as close as possible to the temperature during the initial print run to prevent registration errors.
UV offset printing
Selecting UV inks
When selecting UV offset inks, consult with the ink manufacturer regarding the specific performance requirements of your application.
Particularly for outdoor use, select inks after pre-evaluating their water-resistant adhesion.
Suitability by products
Representative products compatible with oil-based and UV offset printing are as follows.
| Oil-based offset | UV offset | ||||
|---|---|---|---|---|---|
| YUPO ink |
Synthetic paper ink |
Paper ink |
Conventional method | Energy-saving method |
|
| FRBW | ○ | × | |||
| FEBG | ○ | × | △ | ||
| FRRG※2 | ○/× | ×/× | |||
| FGS | ○ | × | ○ | ||
| FPG | ○ | × | × | ||
| TPRA | ○ | × | × | ○ | |
| BLRG | ○ | × | ○ | ||
| LARG※2 | ○/× | ×/× | ×/× | △/× | |
| SGS(G)・SGP※1 | ○ | × | ○ | ||
| WKFS※2 | ○/× | ×/× | |||
| WKO※2 | ○/× | ×/× | ○/× | ||
| WMF※2 | ○/× | ×/× | ×/× | ○/× | |
| WSF※2 | ○/○ | ×/× | ×/× | ×/× | |
| WCFA | ○ | × | ○ | ||
| WESC・WEST※2 | ×/× | ×/× | ○/○ | ||
| QJJ | ○ | × | ○ | ||
| RMM | ○ | × | ○ | ||
| IM-L※2・3 | (△)/× | ×/× | (○)/× | ||
○: Compatible
△: Usable under certain printing conditions and applications
×: Incompatible
- Indicates compatibility for the printing surface (matte) of adhesive-processed paper.
- Indicates suitability for front/back.
- "IM-L" refers to ISF105, IDS80, IDS100, and IHC75.
Please contact us regarding other products.
UV printing precautions
- We recommend using a combination of mercury lamps and metal halide lamps.
- UV inks tend to over-emulsify easily. Restrict the dampening water to the absolute minimum, even more strictly than with oil-based offset printing.
- Heat from non-energy-saving UV lamp systems will cause YUPO to stretch. Use low-heat lamps (water-cooled or IR-reduction types) and ensure the temperature between sheets in the stack does not exceed 50°C.
- Even if ink adhesion strength is insufficient immediately after printing, it will improve over time.
- Interdeck UV curing is not recommended unless low-heat lamps are used, as standard UV lamps cause registration errors due to thermal stretching. Additionally, monitor for ink blanket removal in subsequent cylinders due to insufficient curing (insufficient ink adhesion).
- Complete the printing in a single pass on a multi-color press to minimize the risk of registration and dimensional errors caused by thermal stretching.
- If overprinting or double-sided printing cannot be avoided, thoroughly fan the sheets to cool them down as soon as possible after the initial run. Perform a dry run to bring the surface temperature as close as possible to the pre-printing temperature before starting.
- Humidity drops around UV lamps, and static electricity tends to build up there. To prevent issues:
1. Set the humidity near the delivery section to 50% RH or higher.
2. For better results, use static eliminators, such as ionized air systems.
Note: These will not function effectively if humidity is 40% RH or below.
Screen printing
We recommend YUPO such as FGS, FEBG, FPU, SGS, and QJJ.
- For outdoor use that involves exposure to wind and rain or for applications requiring water resistance, use two-component inks. Additionally, apply lamination (such as PP film) to the printed material.
- Always consult with your ink manufacturer for ink selection and conduct preliminary tests.
- Perform tests in advance for large-format applications.
-
1. When using solvent-based inks
- For applications requiring particularly strong ink adhesion, use two-component inks.
- As solvents can easily cause rippling or distortion, the use of thicker products is recommended.
-
2. When using UV inks
- To prevent curling, use low-temperature UV lamps.
- Depending on UV irradiation conditions, ink adhesion may be insufficient or the YUPO may curl due to heat, so make sure to test in advance. (We recommend UV lamps with low heat generation or cooling systems.)
UV label printing
* We recommend SGS (adhesive base), SGP (adhesive base), FGS, and QJJ.
- Consult with your ink manufacturer for ink selection.
- To prevent registration errors, use low-temperature (IR-reduction) UV lamps.
- Flatbed, semi-rotary, or full-rotary presses can all be used. However, semi-rotary or full-rotary presses are recommended for designs with large solid areas.
- On intermittent rotary presses, pay close attention to registration due to tension fluctuations. Confirm with preliminary tests if necessary.
- Inks that are softer than those used for coated paper will improve ink transfer.
- If UV irradiation is insufficient, ink adhesion strength immediately after printing may be inadequate. Make sure to verify this in advance.
- If the YUPO surface is cold, condensation may occur and impair ink transfer. Make sure to pre-warm the material.
- To prevent registration errors, set the tension as low as possible.
Gravure printing
- If adhesion strength is critical, use two-component inks. Consult with your ink manufacturer for ink selection.
- Set basic printing conditions similar to those for BOPP film printing.
- To prevent registration errors, set the tension as low as possible.
- Cool the YUPO to as close to room temperature as possible immediately after it leaves the dryer.
- Set the dryer's hot air temperature so it does not exceed 80°C. To increase drying efficiency, we recommend increasing the air velocity and volume rather than raising the temperature.
- For solid areas, white areas may occasionally bleed through. Confirm with preliminary tests.
Flexographic printing
- Set basic printing conditions similar to those for BOPP film printing.
Consult with your ink manufacturer for ink selection. - To prevent registration errors, set the tension as low as possible.
- Set the dryer's hot air temperature so it does not exceed 80°C, and cool the YUPO to as close to room temperature as possible immediately after it leaves the dryer.
-
1. Water-based flexographic printing
Recommended products are available. Please consult with us for details. -
2. UV flexographic printing (narrow web)
Consult with your ink manufacturer for ink selection and verify with preliminary tests.
Use low-temperature (IR-reduction) UV lamps.
Business form printing
- Use the UV printing method to prevent set-off.
- To prevent registration errors, use low-temperature (IR-reduction) UV lamps.
- Consult with your ink manufacturer for ink selection and verify with preliminary tests.
- If using offset printing, restrict the dampening water to the absolute minimum.
- To prevent registration errors, set the tension as low as possible (20 kgf/m or less). Excessive tension can cause sprocket hole pitch misalignment and lead to issues with the collator.
- When printing on a carbon form, monitor the drying temperature carefully to avoid causing the YUPO to shrink or stretch.
- When perforating, pay close attention to the blade intervals.
- If a perforation cut extends to the edge of the sheet, it becomes prone to tearing.
- The spiral delivery method is suitable for folding. For thin YUPO, perform timing adjustments in advance.
Sheet-fed letterpress printing
- Standard letterpress inks (penetrating type) cannot be used. Use offset inks specifically formulated for YUPO.
- Use spray powder to prevent set-off.
Digital printing
Digital printing technology has advanced rapidly, and various methods are now commonplace.
Specific YUPO are available for each method. Please consult with us once you have finalized your printing method and equipment model.
Our specialists will assist you.
Proven digital printing methods:
-
Inkjet
Compatible products vary depending on the method: water-based, solvent-based, or UV inkjet. -
Electrophotography (laser printers: dry toner method)
Not generally recommended for YUPO since many models reach high temperatures. However, it may be used with certain low-temperature models. Please consult with us for details. -
Liquid toner electrophotography printers (HP Indigo digital printers)
Dedicated YUPO products are available. Please consult with us. -
Thermal transfer (melt-type)
We recommend SGP (adhesive base) for label applications.
Unsupported printing methods
High-speed rotary printing using heat-set ink is not suitable for YUPO.
Protecting the printed surface
To improve surface gloss, rub/scratch resistance, or chemical resistance after color printing,
the following five methods (excluding vinyl coating) are typically used.
OP varnishing (oxidative polymerization)
- Both in-line and off-line OP varnishing are possible.
- Use a varnish adjusted for YUPO to prevent curling or rippling.
- Depending on the type, the varnish may yellow over time. Please consult with your ink manufacturer.
- For YUPO Super-Fast Dry, conventional OP varnishes for paper can be used. In this case, consider the solvent absorption capacity of the FRBW.
- Select the specific varnish brand based on your application and required performance.
UV OP varnishing
- Both in-line and off-line OP varnishing are possible.
- Use low-temperature UV lamps (water-cooled or IR-reduction) to prevent thermal shrinkage, stretching, deformation, or curling.
While high irradiation is needed to cure the varnish, the heat generated by air-cooled lamps can cause rippling in dark-colored areas. As a guideline, the temperature of the stacked YUPO should not exceed 50°C.
UV varnish coating
- This is the most effective method for protecting the ink surface and increasing gloss.
- Use low-temperature UV lamps (water-cooled or IR-reduction) to prevent thermal shrinkage, stretching, deformation, or curling.
While high irradiation is needed to cure the varnish, the heat generated by air-cooled lamps can cause rippling in dark-colored areas. As a guideline, the temperature of the stacked YUPO should not exceed 50°C. - When performing oil-based offset printing (oxidative polymerization-type inks), apply the coat off-line. To maintain a high-gloss finish, minimize the use of spray powder during color printing or remove the powder before UV coating.
In-line water-based varnish coating
- Use a long-delivery dryer and increase air velocity and pressure to ensure the coating is thoroughly dry.
- Adjust the surface temperature at delivery so it does not exceed 35°C to prevent blocking.
- This coating not only protects the surface but also reduces the need for spray powder and prevents blocking in the pile.
- Consult with your varnish manufacturer for varnish selection and verify with preliminary tests. Water-based coatings are particularly effective for gloss on smooth-surface products like YUPO Super-Fast Dry (FRBW) and YUPO Fast Dry (FEBG).
UV clear varnish (UV coater)
- This is the most effective method for protecting the ink surface and increasing gloss.
- Use low-temperature UV lamps (water-cooled or IR-reduction) to prevent thermal shrinkage, stretching, deformation, or curling.
While high irradiation is needed to cure the varnish, the heat generated by air-cooled lamps can cause rippling in dark-colored areas. As a guideline, the temperature of the stacked YUPO should not exceed 50°C. - When performing oil-based offset printing, ensure the ink is completely dry before off-line coating. To maintain a high-gloss finish, minimize the use of spray powder while printing image content or remove the powder before coating.
Vinyl coating (glazing)
This method is not suitable for YUPO.
Troubleshooting and preventive measures
Registration issues (influence of grain direction)
Since YUPO has a grain direction, a "fan-out" phenomenon can occur, similar to paper.
- The first digit of the listed size on the label indicates the grain direction.
- YUPO sheets are generally short-grain (Y-grain). For large-format printing where fan-out may easily occur, certain long-grain (T-grain) products are available.

Dot gain (dot enlargement)
Because YUPO Matte (FGS) does not absorb ink and has a slightly rough surface, it experiences over 10% more dot gain compared to coated paper. Printing must account for this difference. We recommend creating a profile specifically for YUPO Matte (FGS).
Dot gain for YUPO Super-Fast Dry (FRBW, FRRG) and YUPO Fast Dry (FEBG) is lower than for YUPO Matte (FGS) and is at a level close to coated paper. Therefore, coated paper profiles can be used for FRBW, FRRG, and FEBG. (The deviation in color reproduction is negligible.)
Preventive measures
- Do not apply excessive ink.
- Do not allow the ink to over-emulsify.
(Because YUPO-specific inks and synthetic paper inks tend to emulsify more easily than paper inks, adjust dampening water to the minimum level.) - We recommend using the actual production sheets for color proofs and performing a press proof.
Either correct for approximately 10% dot gain at the film stage or, if using positive plates, increase exposure time during plate making. - For CTP, adjust the tone curve (dot gain curve) during the prepress data processing stage.
Static electricity issues
- Humidity in the printing room is the most critical factor in preventing static issues.
(such as feeding failures, uneven stacking, and the adhesion of dust or paper powder) - Always set the printer room (around the printing press) to 50% RH or higher.
(When heating in winter, adjust the temperature and humidity at the same time.) - When using static eliminators, ionized air is effective. However, it will not function sufficiently if humidity is 40% RH or below.
- For double-sided printing, print the side with the lighter ink coverage first. When the YUPO surface is covered with ink, the ink itself becomes charged.
(For the second side, increase humidification around the press to 60% RH or higher.) - Using IR heaters to accelerate drying significantly lowers the humidity around the press. This makes issues like unstable delivery or abnormal spray powder patterns more likely. Set the printing room humidity to 60% RH or higher.

Back ghosting (migration)
Back ghosting is a phenomenon that occurs when printing the second side of a double-sided printing, where local ink transfer abnormalities arise or the drying time for the second-side ink increases. This happens when gases generated during the drying of the first-side ink change the properties of the contacting YUPO surface on the second side.
There is no complete remedy once this occurs, so implement the following preventive measures in advance.
Preventive measures
- Always use recommended inks.
- Print the side with the lighter ink coverage first.
- Once the first-side ink has set, fan the YUPO as soon and as frequently as possible.
- Once the first-side ink has dried, print the second side promptly (within 24 hours).
- Once the ink has set, fan the YUPO frequently and as soon as possible.
Poor or delayed ink drying
Possible causes include:
- Over-emulsification of the ink
- Use of old ink
- Low temperatures in the printing room or the storage environment of the printed material
Over-emulsification accounts for the vast majority of these issues.
For prints where setting is delayed, drying can be slightly accelerated by fanning frequently in an environment of 25-30°C, but in some cases, it may not dry at all. Please follow the YUPO Printing Manual.
Preventive measures
- Use fresh ink.
- Restrict dampening water to the point just before the plate stains. It is particularly important to minimize water for the first and second colors. Adding an alcohol, such as IPA, is effective in reducing plate moisture and making it more uniform.
- This problem occurs easily when there is little image coverage. It is important to burn solid patches into the margins of the plate to stimulate ink consumption and supply and keep the ink on the rollers fresh. Adding EX Dryer (T&K TOKA) is also effective if necessary.
- Applying too much ink at the start of the run can lead to over-emulsification.
- Keeping the storage room for printed YUPO at 25-30°C is effective for accelerating drying.
Paper powder
As printing progresses, fillers (minute inorganic substances) from the YUPO surface accumulate on the blanket. This causes the blanket to whiten and may result in suction marks, roller marks, or a generally grainy texture on the prints.
The guideline for the number of continuous impressions under favorable conditions varies by product and printed image content.
-
Products prone to paper powder
→ TPRA, BLRG, SGS (adhesive base), QJJ, WCFA, etc. (Continuous print estimate: 500-2,000 sheets) -
Products with low paper powder
→ FGS, FRRG (Continuous print estimate: 2,000-5,000 sheets) -
Products with extremely low paper powder
→ FRBW, FEBG (Continuous print estimate: 10,000 sheets)
If printing conditions are suboptimal and ink emulsification is high, paper powder effects will appear more quickly.
In extreme cases, paper powder issues (such as suction marks or roller marks) can occur within just a few hundred sheets, even with FGS.
Preventive measures
- If ink emulsification has progressed, wash the ink from the rollers, plates, and blankets, and then supply fresh ink (to prevent a decline in ink receptivity).
- Reduce the suction and contact pressure of the suckers and rollers to the minimum. If possible, move rollers away from the image areas.
- Cover the rubber parts of the sucker with cellophane tape or a breathable cloth like gauze.
- Apply cellophane or PP tape to the rollers.
- If extra printing cylinders are available, perform powder removal using a preceding blank cylinder.
Even in this case, wash the blanket of the powder-removal cylinder every 500-1,000 sheets.
Solvent attack (combined use with natural paper prints)
Avoid combining YUPO with natural paper.
When YUPO is used for inserts or bookbinding in combination with general paper printed with standard paper inks, the residual solvents in the paper ink may cause the YUPO to warp, curl, or wrinkle.
Please consult with us in advance if such use is intended.
Plate smearing
Compared to general paper, YUPO is more susceptible to plate smearing due to the following factors.
- YUPO is a non-absorbent material and does not absorb dampening water. (This applies to most products, including FGS, FRBW, FRRG, and FEBG.)
- With the exception of FRBW, FRRG, and FEBG, many products tend to have lower ink receptivity compared to coated paper.
- YUPO-specific inks and UV inks emulsify easily. This tendency is particularly strong with magenta, red-based spot colors, and light-resistant magenta. Since these are prone to plate smearing, be sure to restrict the dampening water.
As a result, issues such as plate smearing during initial adjustments or startup, or sudden plate smearing upon restarting after a stop, are frequently observed.
The primary causes are:
- Excessive ink supply
- Excessive dampening water supply
The cause can be one of the above, or a compounding effect of both.
Note: This assumes that roller surfaces are properly maintained and free of issues such as uneven nip pressure or glazing.
1. Smearing during adjustments or initial startup
Cause: The initial dampening water supply is excessive, causing the ink to over-emulsify. As a result, ink pigments leach into the dampening water and cause scumming in the non-image areas.
Preventive measures
- Wash the plates and ink rollers to remove the emulsified ink, then supply fresh ink from the ink fountain before printing.
- Significantly restrict the dampening water supply and start when the gripper edge is only slightly fouled.
2. Sudden fouling upon restarting after a stop
Cause: Both ink and dampening water supplies were balanced at excessive levels during continuous printing. However, this balance was disrupted during the stop, leading to an ink surplus on the plate surface and subsequent smearing.
Preventive measures
- Readjust the ink and dampening water supplies to reduce the ink volume.
- If smearing persists, apply gum to the plate surface to provide hydrophilic protection.
If sensitized spots are treated with a deletion pen, completely wipe away the deletion fluid, wash with water, and then protect with gum. - If the job is prone to smearing, change the etching solution to a gum-containing type or add 0.1% gum arabic (20 cc per 20 L) to the dampening water.
Other
Outdoor use
Prevention of ink fading
Use YUPO-specific inks with the appropriate lightfastness and resistance levels for your requirements.
If necessary, laminate the printed material with PP or PET film.
Attaching posters
When mounting posters, we recommend using double-sided tape or adhesive-processed YUPO. Using thumbtacks alone may cause the YUPO to tear, so use them in combination with double-sided tape.
Posters in harsh conditions
For posters, banners, and signage used in conditions where they may flap in the wind and rain, apply film lamination to prevent ink shedding.
For such applications, always evaluate the ink selection, lamination methods, and adhesive choices in advance.
- Even when laminating, use inks with strong water-resistant adhesion.
- Note that some pre-coat type lamination films have weak water-resistant bond strength.
Posters mounted on mirror surfaces (metal, glass, painted surfaces, etc.)
If rain or moisture accumulates between the YUPO and the substrate, it may affect the substrate (discoloration, sticking, etc.).
For long-term mounting, ensure the installation prevents rain or moisture from entering the space between the YUPO and the substrate.
For example, when using double-sided tape, we recommend continuous sealing of at least the top and both side edges.
If only the corners or parts of the edges are taped for long-term use, we recommend replacing the poster periodically.
Use in bathrooms and areas exposed to water
-
When mounting posters that adhere to walls using water, such as bath posters
(a) Single-sided printed posters:
Depending on the substrate material and environment (high temperature/humidity), mold growth or substrate damage (discoloration of wall materials, sticking) may occur in rare cases. We recommend periodic replacement for long-term use.(b) Double-sided printed posters:
Ink may transfer to and stain the substrate. We recommend protecting the ink surface with film lamination or a varnish coat.Note: Avoid pre-coat films. Use a two-component adhesive (either solvent or water-based).
- For soap resistance, always use resistant inks for magenta.