SUPPORT サポート情報

ユポの印刷・加工情報をご紹介します。
より詳しい情報は、資料ダウンロードページから各種マニュアルをご参照ください。
ユポの注意点
基本的には、紙加工用のマシンが使用できます。ただし、紙と異なる性質もありますので
下記項目をあらかじめご理解ください。
- 01
- ユポは吸水性も通気性もありません。
※一部製品「アクアユポ」には吸水機能があります。 - 02
- ユポは高温雰囲気下に置かれると熱伸縮により変形することがあります。
熱伸縮はユポの目の方向よりも、目と直角方向が大きくなります。 - 03
- ユポは強いテンションで巻き取ると伸びることがあります。
伸びは雰囲気温度が高いとより助長します。
ユポを巻き取る場合は極力テンションを小さくしてください。 - 04
- ユポは一旦端部に傷が付くと、そこから裂けやすくなります。
ユポの目に沿った方向はより裂けやすくなります。 - 05
- ユポは折り曲げに対する反発が強く、折りが戻る傾向があります。
折り加工についてはユポ加工マニュアル「ユポの加工方法について」をご参照ください。 - 06
- ユポを紙用インキで印刷した印刷物と接触した状態で使用すると、ユポがカールしたり変形したりすることがあります。インキ中の溶剤分でユポが膨潤(溶剤アタック)するためです。このカールや変形は修復不可能です。
加工時の注意点
断裁
ギロチン
- 鋭角で傷のない刃を使用してください。ユポの切断面に斜めのスジが出たり、切り口にケバが出たら、刃を取り替えてください。
- 断裁前に、ユポとユポの間の空気を完全に抜いてください。
- かぶり現象を防ぐため、断裁の高さを15cm以下にしてください(QJJ、RMMは10cm以下にしてください)。
スリッター
- ユポ巻き取りの端部を傷つけないでください。テンションがかかったとき、紙切れの原因になります。
- 回転刃を使用してください。
- 上下の刃合わせを完全にしてください。
- 刃先が鋭角で傷のないものを使用してください。
- スリット後のロス(耳)の引き取りを確実に行ってください。
折り・スジ押し
折り
- 静電気トラブルを防ぐため機械周りの湿度を50%RH以上(目標)にし、除電装置を併用してください。
- ユポの中では、FGS 95が最も折りやすい製品です。
- 150μm以上の製品ではスジ押し(スジ入れ)をおすすめします。
- 最後に折る方向とユポの目を平行にしてください。
-
折り機及びその調整は次の点に注意してください。
- ローラーは、ゴム/スチールのコンビネーションタイプを使用してください。
- 摩耗していないロールを使用していただくことが重要です。
- ロール圧は左右均等に、できるだけ強く設定してください。
- 紙送りは必ず正確にロールと直角にセットしてください。
- デリバリー部では、立て揃え排紙機を使用してください。ベルト方式は、作業が困難です。
- ページ折りでは8ページ折りをおすすめします。16ページ折りの場合は事前にテストしてください(130μm以下の製品をおすすめします)。
- 空気が抜けない袋状の折り(例えば32ページ折り)は、ユポでは困難です。
- ユポの油性オフセット印刷シートには裏移り防止パウダーが比較的多く散布されています。事前のパウダー取りが必要になる場合がありますので、印刷部門や印刷会社への確認を行ってください。
- デリバリーで排出された後、反発して折りが戻る傾向がありますが、ゴムバンドやひも、あるいは重しなどで圧をかけておくと数時間で折りくせがつきます。
- QJJやRMMは割れやすいので、ユポの目と直角方向には折らないでください。ユポの目の方向に沿って、あらかじめ熱によるスジ押しをした後に折ってください。
スジ押し
- ユポの厚手製品を折る場合、あらかじめスジ押しをした後で手折りするのが有効です。
- 板紙よりも高い圧力でスジ押しすると効果的です。
打ち抜き・ドリリング
・ミシン目入れ
打ち抜き
- 打ち抜き機はPMCもしくはBushタイプがユポに最適ですが、それ以外のタイプ(平圧式、円圧式及びロータリー式)も使えます。ビク抜き機、トムソン、オートン、ボブスト、ハイデルベルグなどが使われています。
- PMC、Bushタイプ以外の打ち抜き機では、バックプレートへの刃の当たりがキスタッチになるように設定して、刃に傷がつかないようにしてください。また十分にムラ取りをしてください。刃がつぶれたり傷がつくと、ユポにケバが出たり層間剥離などが発生します。
- 刃は、片刃も両刃も使えますが、必ずシャープで傷のないものを使ってください。刃がシャープでないと、ケバが出やすく"むしり"の際に層間剥離を生じる原因にもなります。
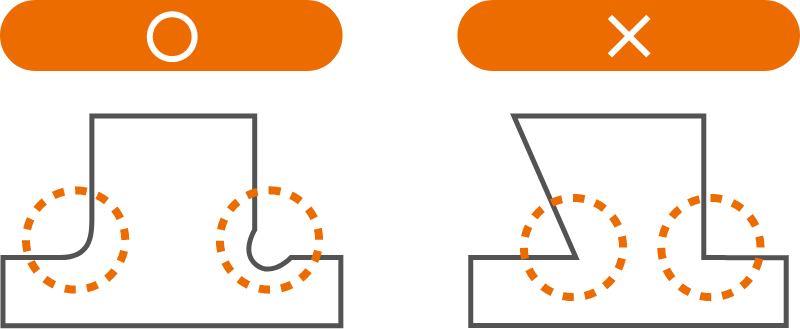
- 直角あるいは鋭角のコーナーは裂けやすいので、角丸になるようにデザインして打ち抜いてください。
- 抜き型の"つなぎ(トメ、ニック)"をユポの目に沿った位置に設定し、"むしり"の作業性向上のためにできる限り狭くしてください。
- "むしり"はユポの引き裂けやケバ立ちを防ぐために十分注意して作業してください。
- 輪転方式のロータリーダイによる型抜きでは要求性能に沿ったダイ(刃)の選択をダイメーカーに事前に相談してください。
ドリリング
- 刃径が6mm以上で、必ずシャープで傷のない刃を使ってください。刃径が小さくなると、折れやすくなります。また刃がシャープでないと、抜き跡が融着し刃を破損することがあります。
- ドリリングの前に、十分にユポとユポの間の空気を抜いてください。
- 一度にドリリングするユポの積み高さは、20mm以下にしてください。
- 切り口に融着が生じたら、刃を冷却するか新しい刃に取り替えてください。冷却法としては、風冷をおすすめします。
ミシン目入れ
- ミシン刃は、シャープで傷のないものを使ってください。
-
ミシン目は、正確にまっすぐなラインで入れてください。
良い例 
悪い例 
-
ミシン刃は、次のように設定してください。
Uncut Cut ユポの目の方向 0.8〜1.0mm 2〜3mm 目と直角方向 0.5mm 以下 2〜3mm - ミシン目カット部がエッジにかかると、裂けやすくなります。
- ロール品の場合、テンションはできるだけ低くしてください。(20kgf/m幅以下)


エンボス・箔押し
エンボス
- ユポも、エンボス・型押しが可能です。ただしカードやレリーフ地図、お面などのシャープなエンボス・型押しには適しません。
-
ペーパーロールエンボス機使用の場合の条件例
ロール温度 60〜90℃ ロール圧 100〜200kgf/cm
箔押し
- ユポに箔押しを行う場合、熱伸縮によりボコつきが発生します。ボコつきは薄手のユポほど目立ちます。
- ユポの熱伸縮によるボコつきを少なくするため、低温タイプのホイルをおすすめします。プレート温度は100~105℃に設定してください。
- ホイルの選択は、ユポ及びインキ等との相性がありますので、ホイルメーカーと相談をしてください。
- 小さい絵柄の多面付けの場合、ボコつきによって打ち抜きの見当が合わなくなることもありますので、事前にテストしてください。
製本
- ユポは紙でいう横目品が原則です。目方向が天地になるように企画の段階で考慮してください。
- ユポに適した製本方式は「あじろ綴じ」と針金中綴じですが、無線綴じも使用できます。目安として束が5mm以上の場合はあじろ綴じ、5mm以下の場合には針金中綴じをおすすめします。
- ルーズリーフスタイル、スパイラル針金綴じも、使用できます。ページ数の少ない場合は、超音波シールも可能です。
シールするユポのトータル厚さなどでシール条件が多少変わりますが、次の条件を目安にしてください。
| 周波数 | 15kHz |
|---|---|
| 圧力 | 2~4kgf/cm2 |
| 圧着時間 | 0.3~0.5秒 |
シール部分が半透明になる傾向があります。
- あじろ綴じ
- 最も強力な製本方法です。下記の無線綴じと同じ接着剤が適します。
- 無線綴じ
-
- 接着強度を上げるため、"ガリ入れ"は紙の場合よりはやや深く、かつ広範囲に入れ、また接着剤の量を若干多くしてください。
- 接着剤はEVA系で固化後も粘着力のあるタイプのホットメルトが適します。ユポ加工マニュアル「接着剤の選択」をご参照ください。
- 針金中綴じ
- 水周りに使用する本の場合は、ステンレス針金を使ってください。
- 糸綴じ
- この方式はおすすめできません。理由は糸を強く張るとユポの針穴の部分が裂けるためです。
- エコプレス
- 圧着式の簡易製本です。エコプレスバインダー所有の製本会社にご相談ください。
ユポを表紙として、あるいは差込ページとして、紙用インキで印刷した印刷物と製本すると、ユポがカールしたり変形したりすることがあります。インキ中の溶剤分でユポが膨潤(溶剤アタック)するためです。このカールや変形は修復不可能です。
ラミネート
※ラミネートする相手材料により最適条件が異なります。
ユポ/ユポ、非吸湿材/ユポ
-
ロール/ロールのラミネート
- ドライラミネート方式が適します。二液硬化型の接着剤をおすすめします。
カール防止のため、テンションバランスに留意し、シートで使用する場合は完全に硬化する前に断裁してください。 - LDPEなどのサンドイッチラミネート方式も可能ですが、熱伸縮を起こすことがあるので冷却ロールの管理に注意してください。
高いラミネート強度が必要なときは、あらかじめユポにプライマーコート(アンカーコート剤コート)を行ってください。
- ドライラミネート方式が適します。二液硬化型の接着剤をおすすめします。
-
ロール/シートのプリントラミネート
※シート印刷されたユポにフィルム(PP、軟質塩ビ、PET)をラミネートする場合
-
二液硬化型の接着剤をおすすめします。
カール防止のため
1)ロール状フィルムのテンションをできるだけ低くしてください。
2)ラミネート後、フィルム側を上面にして巻き取り、カールを矯正してから切断してください。 - PPラミネートの場合はあらかじめホットメルト接着剤がコートされているPPフィルム(ラミタックなど)の使用が可能です。(室外用途、水まわり用途では、事前テストが必要です)
-
二液硬化型の接着剤をおすすめします。
-
シート/シートの熱プレスラミネート
※シート印刷されたユポに、硬質塩ビのシートをラミネートする場合
- 二液硬化型の接着剤をおすすめします。接着剤は塩ビシートに塗布してください。
- プレス温度は100~120℃が一般的です。温度が必要以上に高いとユポの熱伸縮によりサイズ不良を起こすことがあります。
加熱プレス後はカール及び寸法変化防止のため、ユポが常温に下がるまで加圧(冷却プレス)を続けてください。 - 油性オフセット印刷のユポを熱プレス貼合する際は、インキ乾燥度合いを事前にチェックしてください。
(インキ乾燥が不十分のまま貼合すると、インキにじみを引き起こすことがあります。)
※スーパーユポ(FRRG)はラミシートとの接着が弱いため、熱プレスラミができません。
ユポ/吸湿材
-
合板とのラミネート
接着剤として、変性酢ビ系やEVA系などのエマルジョンが使用可能ですが、強い接着力を要求される場合は二液硬化型接着剤をおすすめします。
-
剛性の低い吸湿材(紙)とのラミネート
ラミネート後のカール発生の可能性が大きいのでおすすめできません。
ただし、カール防止が可能であるケースならば接着剤として変性酢ビ系やEVA系などのエマルジョン接着剤の使用やドライラミネートが可能です。
接着剤
ユポに接着剤を使用する場合の加工情報です。
製本
- あじろ綴じ
-
対応接着剤
<EVA系ホットメルト>
ユポ加工マニュアル「接着剤の選択」をご参照ください。接着効果がもっとも良好です。 - 無線綴じ
-
対応接着剤
<EVA系ホットメルト>
ユポ加工マニュアル「接着剤の選択」をご参照ください。ガリ入れは広範囲に入るようにしてください。 - 糸綴じ
-
この方式はおすすめできません。
理由は、糸を強く引っ張るとユポの針穴の部分が裂けるからです。
封筒・ショッピングバッグ
封筒
- 枚葉封筒機械製袋(タコ糸)方式
(各種封筒など) ※センター貼り、サイド貼り、内カマス貼りおよび洋封筒(ダイヤ貼り)は実績があります。 -
対応接着剤
<PVA系エマルジョン>
紙用接着剤でも可能です。
塗布量は紙の1/2位にし、線のり方式にしてください。要求性能に応じ接着剤メーカーにご相談ください。 - 枚葉封筒機械製袋
(転写ロール)方式
(各種封筒など) ※センター貼り、サイド貼り、内カマス貼りおよび洋封筒(ダイヤ貼り)は実績があります。 -
対応接着剤
<PVA系エマルジョン>
紙用接着剤でも可能です。
塗布量は紙の1/2位にし、線のり方式にしてください。要求性能に応じ接着剤メーカーにご相談ください。 - 超音波シール方式
(カードケース、保管袋など) -
対応接着剤
特に接着剤は使用しません。
- 溶断シール方式 ※センター貼り、サイド貼り、内カマス貼りおよび洋封筒(ダイヤ貼り)は実績があります。
-
対応接着剤
あらかじめCPPまたはOPPをドライラミネートしてください。
またはPE押し出しラミネートをしてください。
ショッピングバッグ
- 手貼り加工
-
対応接着剤
<両面テープ(強粘タイプ)>
※テープメーカーにご確認ください。 - 枚葉自動製袋(底貼り部)
-
対応接着剤
<EVA系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。
ラベル・インモールドラベル
ラベル
- 粘着ラベル用ラベラー
-
加工対象 対応接着剤 ユポ粘着加工品 粘着コンバーターにご相談ください。 - ホットメルトラベラー
(アルミ缶ラベル) -
加工対象 対応接着剤 ユポ粘着加工品 <合成ゴム系ホットメルト(粘着タイプ)>
接着剤メーカーにご相談ください。 - グルーラベラー
-
加工対象 対応接着剤 ガラス瓶(酒瓶) <PVA系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。ガラス瓶(パストライジング用瓶) <SBR系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。金属瓶(アフターラベル) <アクリル系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。金属瓶(ビフォアーラベル) 要求性能に応じ接着剤メーカーにご相談ください。 プラスチック容器(各種ボトル) <合成ゴム系エマルジョン> アクアユポ/各種容器 「アクアユポ」は、吸水性付与製品のため、でんぷん・カゼイン系の糊を使用できます。要求性能に応じて接着剤メーカーにご相談ください。
インモールドラベル
- インジェクション成型
-
対応接着剤
ご検討の場合には、事前に弊社にご相談ください。
- ブロー成型
-
対応接着剤
ご検討の場合には、事前に弊社にご相談ください。
- 真空成型
-
対応接着剤
ご検討の場合には、事前に弊社にご相談ください。
ラミネート
- ユポと紙※1を貼り合わせる場合
-
加工対象 対応接着剤 ウェットラミネート※2 <アクリル共重合体(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。
<EVA系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。
- 合紙機による貼り合わせ。
合紙後のカールにご注意ください。 - 薄紙の場合はドライラミネートをおすすめします。
- ユポとフィルムを貼り合わせる場合
-
加工対象 対応接着剤 ドライラミネート※3
ユポ/ユポ<ポリエーテル系(二液型)>※4
ユポ加工マニュアル「接着剤の選択」をご参照ください。ドライラミネート※3
ユポ/PET<ポリエステル系(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。ドライラミネート※3
ユポ/アルミ箔<ポリエステル系(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。ユポ/プラスチック容器
ヒートシールコート<LDPE> ユポ/プラスチック容器
サンドラミネート※5<LDPE>
- 非吸収材料とラミネート(ロール同士)
カール防止のため、テンション、ドライヤー温度をできるだけ低く設定してください。 - 耐熱水性を要する場合は接着剤メーカーにご相談ください。
- 高い接着強度を必要とする場合にはアンカーコートを行ってください。冷却収縮によるカールが考えられますので、逆巻きで巻き取ってください。
- プリントラミネート用フィルム
-
加工対象 対応接着剤 ユポ印刷物/
熱接着性樹脂コート
OPP、PET<アクリル系エマルジョン(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。 - プリントラミネート ※6
(自動貼り) -
加工対象 対応接着剤 ユポ印刷物/OPP <EVA系(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。
<アクリル系エマルジョン(一液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。
<アクリル系エマルジョン(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。ユポ印刷物/
熱接着性樹脂コート
OPP、PET<プリントラミネート用フィルム> ユポ印刷物/PVC(大型たれ幕) <ポリエステル系(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。ユポ印刷物/CPP、PET <アクリル系エマルジョン(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。
- シートとロールとの貼り合わせ。
カール防止のためフィルムテンションを低く抑えてください。ラミネート後、フィルム側を上面にして巻き取り、カールを矯正してから切断してください。
- 熱プレスラミネート※7
-
加工対象 対応接着剤 ユポ印刷物/PVC※8
(下敷、カード、マウスパッド等)<アクリル系エマルジョン(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。ユポ印刷物/PP※8 <ポリエステル系(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。
- シート同士の貼り合わせ
- PVC又はPP側にコートしてください。ユポ側にコートする場合にはインキ乾燥が不十分だとインキ流れを起こすことがあります。
- ドライラミネート
-
加工対象 対応接着剤 ユポ/OPP、CPP <アクリル共重合体(二液型)>
ユポ加工マニュアル「接着剤の選択」をご参照ください。
その他
手作業による貼り合わせ加工など
- ユポ同士を接着する用途
-
加工対象 対応接着剤 メモ帳、ブロックメモ
表紙あり※1<EVA系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。
<EVA系ホットメルト>
ユポ加工マニュアル「接着剤の選択」をご参照ください。メモ帳、ブロックメモ
表紙なし※2<EVA系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。枚葉伝票
ユポ使用【天のり(ハケ塗り)】
<EVA系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。枚葉伝票
カーボンレスユポ使用※3、
トリアージタグ<アクリル系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。封筒袋※4【手貼り】 <両面テープ>
汎用品で可
<EVA系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。カレンダー※5
【タンザック加工・
エコカット加工】<EVA系ホットメルト>
ユポ加工マニュアル「接着剤の選択」をご参照ください。
- 無線綴じ製本と同じ方法で行ってください。
- 熱ゴテで線状融着を行ってください。
- あらかじめテストのうえ、ご使用ください。
- 胴貼り、底貼り共
- a) 天綴じ部くるみ短冊には厚紙をご使用ください。
b) タンザック方法以外にも金具巻締めやリング綴じなども利用できます。
- ユポ/吸湿材の貼り合わせ
-
加工対象 対応接着剤 ポスター貼り/
掲示板<両面テープ>
汎用品で可ポスター貼り/
コンクリート等の粗面<両面テープ※6>
ユポ加工マニュアル「接着剤の選択」をご参照ください。枚葉伝票/
紙/ユポ※7<EVA系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。枚葉伝票/
上質紙カーボンレス/
カーボンレスユポ※8<セットのり>
上質紙カーボンレスに合わせてください。
ユポ加工マニュアル「接着剤の選択」をご参照ください。連続伝票【コレーター】/
紙/ユポ<アクリルゴム系エマルジョン> 連続伝票【コレーター】/
上質紙カーボンレス/
カーボンレスユポ<フォーム用接着のり>
上質紙カーボンレスに合わせてください。
- 接着剤層の厚い物を使用する。
- スポンジ塗り
- ハケ塗り
- ユポ/非吸湿材の貼り合わせ
-
加工対象 対応接着剤 ポスター貼り※9
金属板<両面テープ>
汎用品で可ポスター貼り※9
プラスチック段ボール<両面テープ>
汎用品で可ラベル
【手貼り(瓶・缶)】<ユポ粘着加工品>
粘着コンバーター各社にご相談ください。
<アクリル系エマルジョン>
- 金属板やガラス板・塗装面にポスター貼りする場合、ユポと接触する面との間に入った水が高温下で急激に蒸発し、その結果としてユポが接触面に固着してしまったり、ポスターを外すときに塗装が剥がれてしまったりすることがあります。これはユポに限らずフィルム系のものであれば見られる現象ですが、例えば、両面テープで貼る場合はユポと接触面との間に水が溜まらないように施工する必要があります。
- 特別な用途
-
加工対象 対応接着剤 ユポ封筒の口のり <両面テープ>
ユポ加工マニュアル「接着剤の選択」をご参照ください。ユポと合板との貼り合わせ
(小物箱、化粧板、掲示板など)<EVA系エマルジョン>
ユポ加工マニュアル「接着剤の選択」をご参照ください。ユポと発泡PSシートとの
貼り合わせ
(展示パネルなど)ウェットラミネート機で貼る場合
- ①発泡PSシートと上質紙を先に貼合する(水系接着剤)
- ②次に印刷したユポを上質紙側に貼合する(①と同じ接着剤)
- ③片面のみの貼合では反りが生じるので、反対側にも捨て紙を貼合する。
手貼りの場合
- ・粘着剤コートされたパネル用発泡PSシートとユポの印刷物を貼合する。
- ・ユポタック印刷物を発泡PSシートに貼合する。
印刷時の注意点
印刷適性
マットユポ(FGS)は、光沢感がやや低くマット調の仕上がりを、またウルトラユポ(FEBG)はセミグロス調の表面で、より高級感のある仕上がりを実現します。
この他にも金属的な表面のメタリックユポ(WMF)、通常の紙用インキで一般のコート紙に近い印刷適性を持つスーパーユポ(FRBW、FRRG)など豊富なラインナップで皆様のご要望にお応えします。
なお、ユポはオフセット印刷を始めとした様々な印刷方式でお使いいただくことができますが、使用する製品により印刷方式が限られることがありますので、ご注意ください。
推奨インキ
インキ選択は用途による要求性能をご検討のうえ、インキメーカーにご相談ください。
油性オフセット印刷/
ユポ用インキ(FGS、LARGなど)
| メーカー | インキ銘柄 |
|---|---|
| T&K TOKA | ベスト-SP |
| DICグラフィックス | 新POP-K |
| artience(東洋インキ) | TSP-400 |
- ※銀インキは、ユポ用を使用してください。
- ※金インキは、ユポ用に設定されたものはありませんので、溶剤アタックの懸念があります。
また他のインキと接触するとその乾燥過程で発生するガスによって酸化され、黒変することがあります。
金インキの代わりに、T&K TOKA製のイミテーション金インキを使ってください。
ユポ用銀インキ、ユポ用黄、ユポ用金赤の混合です。 - ※メタリックインキは、過乳化しやすいので最小限の水で印刷してください。
- ※印圧も少し高めに設定してください。プロセスインキよりも転移性が劣ります。
︎油性オフセット印刷/
合成紙用インキ
(ウルトラユポ・FEBG)
| メーカー | インキ銘柄 |
|---|---|
| DICグラフィックス | 新POP-K |
| artience(東洋インキ) | TSP-400 |
| 東京インキ | ニューセルボ合成紙 |
- ※金・銀インキをご使用の際は、上記ユポ用インキの欄をご参照ください。
︎油性オフセット印刷/紙用インキ
(スーパーユポ・FRBW)
インキ銘柄:ユポ印刷マニュアルをご参照ください。詳細はインキメーカーにご相談ください。
油性オフセット印刷(スーパーユポ・FRRG)
- ■色重ね:2色重ねまでは「紙用インキ」で対応可。
4色重ねまでは「ユポ用インキ」「合成紙用インキ」で対応可。
インキ銘柄:ユポ印刷マニュアルをご参照ください。
詳細はインキメーカーにご相談ください。
UVオフセット印刷
インキ銘柄:ユポ印刷マニュアルをご参照ください。
詳細はインキメーカーにご相談ください。
- ※フィルム用の高密着タイプ(中密着以上)のUVインキをおすすめします。
紙用のUVインキを使用された場合、用途によってはインキ脱落が発生する場合があります。
︎水無しオフセット印刷
| メーカー | 商品名/番手 |
|---|---|
| T&K TOKA | アルポ合成紙用 |
- ※ 印刷機は、インキローラーが冷却機能を持っており、温度をコントロールできることが必要です。インキの転移不安定や、地汚れなどのトラブルを防ぐためです。
- ※ 湿し水を使わないので、静電気トラブルが起こりやすくなります。印刷機周りの湿度を55%RH以上に設定してください。
溶剤乾燥型シルクスクリーン印刷
インキ銘柄:ユポ印刷マニュアルをご参照ください。
詳細はインキメーカーにお問い合わせください。
推奨ユポ:FEBG、FGS、FPU、SGS、QJJ、他
︎UVシルクスクリーン印刷
インキ銘柄:ユポ印刷マニュアルをご参照ください。
詳細はインキメーカーにお問い合わせください。
推奨ユポ:FEBG、FGS、FPU、SGS、QJJ、他
UVレタープレス(シール印刷)
| メーカー | 商品名/番手 |
|---|---|
| T&K TOKA | UV161 |
| DICグラフィックス | MAR |
| artience(東洋インキ) | FD-MP |
| 久保井インキ | UV-HS |
︎枚葉活版印刷
| メーカー | 商品名/番手 |
|---|---|
| T&K TOKA | ベスト-SP |
| DICグラフィックス | 新POP-K |
| artience(東洋インキ) | TSP-400 |
ビジネスフォーム印刷/
UVオフセットフォーム用(参考のみ)
| メーカー | 商品名/番手 |
|---|---|
| T&K TOKA | UV 161 |
| DICグラフィックス | MAR |
| artience(東洋インキ) | FD-MP |
ビジネスフォーム印刷/UV活版フォーム用(参考のみ)
| メーカー | 商品名/番手 |
|---|---|
| T&K TOKA | UV 161 |
| DICグラフィックス | MAR |
| artience(東洋インキ) | FD-MP |
印刷前準備
ユポの搬入
印刷する24時間前から、印刷室と同条件の雰囲気下に、ユポを開封しないで搬入してください。冬期は、48時間前をおすすめします。ユポの温度を印刷室温度まで上げるためです。
この目的は、冷たいユポが突然暖かい印刷室に移された時に発生する結露(ユポ表面の汗かき現象)を防止するためです。
結露が発生したユポは、フィーダー不良やインキ転移不良などのトラブルを引き起こします。
ユポの開封
各包み上下2枚のチップボールに隣接するユポはカールしていることが多いので、除去してください。各包みのユポの枚数は、ラベル表示より2枚多くなっています。開封したユポは、必ず平らに保管してください。
ユポを曲げたまま放置すると、紙ぐせ(カール)がついたままとなり元には戻りません。エッジを揃えて、段差を付けないように保管してください。
紙積み
印刷直前に十分風入れした後、フィーダーに紙積みしてください。
前日からの積み置きは紙間エアーが抜けて、給紙不良となる場合があります(紙積み枚数はFGS 130で5,000枚位までが目安です)。
紙折り
紙積み時ユポの紙折りは絶対にしないでください。
紙折りをすると折り目が消えないので、裏移りの原因になります。
ユポに最適な印刷室(印刷機周り)の条件
次の様に設定してください。
温度:20~25℃
湿度:50~70%RH
室内湿度が低い(40%RH以下)場合に静電気トラブルが発生することがあります。
(例えば給紙不良、紙の不揃い、ちりや紙粉の付着など)
印刷方式別の留意点
オフセット印刷
油性およびUVオフセット印刷が可能な代表製品は下記のとおりです。
| 油性オフ | UVオフ | ||||
|---|---|---|---|---|---|
| ユポ用 インキ |
合成紙用 インキ |
紙用 インキ |
従来 方式 |
省電力 方式 |
|
| FRBW | ○ | × | |||
| FEBG | ○ | × | △ | ||
| FRRG※2 | ○/× | ×/× | |||
| FGS | ○ | × | ○ | ||
| FPG | ○ | × | × | ||
| TPRA | ○ | × | × | ○ | |
| BLRG | ○ | × | ○ | ||
| LARG※2 | ○/× | ×/× | ×/× | △/× | |
| SGS(G)・SGP※1 | ○ | × | ○ | ||
| WKFS※2 | ○/× | ×/× | |||
| WKO※2 | ○/× | ×/× | ○/× | ||
| WMF※2 | ○/× | ×/× | ×/× | ○/× | |
| WSF※2 | ○/○ | ×/× | ×/× | ×/× | |
| WCFA | ○ | × | ○ | ||
| WESC・WEST※2 | ×/× | ×/× | ○/○ | ||
| QJJ | ○ | × | ○ | ||
| RMM | ○ | × | ○ | ||
| IM-L※2・3 | (△)/× | ×/× | (○)/× | ||
○:適性がある。
△:印刷条件、用途など限定すれば使用可能。
×:使用不可能である。
- 粘着加工紙、印刷面(マット)の適性を示します。
- (表/裏)の適性を示します。
- 「IM-L」はISF105、IDS80、IDS100、IHC75
その他の製品についてはお問い合わせください。
印刷条件
版材(刷版)
- PS版、CTP版を使用してください。
- 機上現像版(無処理版)は事前に適性を確認のうえご使用ください。
- 紙ベースやポリエステルベースの版材は、水を絞ることが難しくインキの乳化を起こしやすいので使用しないでください。(使用する場合は、版材メーカーに相談してください)
- UVオフセット印刷では耐刷性などでUV印刷適性のあるメーカー推奨品を使用してください。
印圧設定
印刷機メーカーの規定通りの印圧を設定してください。規定通りの印圧でインキの転移が不十分な場合は、湿し水過多によるインキの過乳化になっている可能性があります。
インキ状態が正常でかつ転移が不十分な場合には、印圧を若干上げてください。(紙厚に対して10%程度)
湿し水
湿し水の調整
ユポのオフセット印刷のキーポイントは湿し水の制御です。
ユポの印刷はインキ乾燥不良トラブルを防ぐため版が汚れるギリギリまで版面の水を絞ってください。水温調整はコート紙の印刷条件と同じにしてください。
ユポはプラスチックフィルムで水を吸収しません。そのため、紙の印刷に適した湿し水の量ではユポ表面にも版面にも水が余ってしまいます。ユポを印刷するには紙のときの湿し水量よりも絞ることが必要です。
版面に与えられる水の量が少しでも多過ぎると、次の2つのトラブルが発生します。
(1)インキの転移不良(多色機の場合)
発生胴よりも前の胴(1胴目あるいは2胴目)の湿し水が多過ぎて、ユポの上に水が残ります。それより後の胴のインキを受け付けなくなるためです。
(2)インキの乾燥遅延
ユポの代わりに、ローラー上のインキが余分な水を吸収して、過乳化するからです。過乳化したインキの中の水は、蒸発するのに長時間が必要で、その間ドライヤーの働きを阻害するため、インキの乾燥が大幅に遅れます。また、裏移りを伴うことも多く、インキ密着・インキ皮膜強度も低下します。
対策
- ユポの印刷に適した湿し水を使うことが重要です。給湿液(エッチ液)のメーカーと相談してください。
- 水を最小限にすること。特に、1胴・2胴目の水を、紙の条件の時よりも絞ることが重要です。絞る目安としては、画線部の小文字が絡む、あるいは、咬えサイドに汚れが出る直前まで絞る必要があります。
- ベタ帯(ベタパッチ)の取り付け
上記(2)のトラブルは、文字・罫線だけといった、絵柄が少ない印刷で、特に起こりやすくなります。例えば、版の余白部分にベタの帯を焼き込めば、ローラー上のインキをリフレッシュさせることができ、インキの過乳化の懸念が減少します。
給湿液(エッチ液)
メーカー指定に従って湿し水に「定量添加」してください。また、pH、電導度の値は原水によっても変わりますので、給湿液添加量については給湿液メーカーに必ず相談してください。
給湿液のタイプ:
インキの乳化を抑制するタイプをおすすめします。
インキの過乳化によるトラブルを回避しやすくなります。
アルコール(IPA)
湿し水にアルコール(IPA)の使用が可能なら、湿し水の絞りが容易になります。
アルコール代替え液を使用の場合はメーカーの指定に従ってください。
アルコールを使用する場合湿し水が過剰になるとインキ乳化が促進されますので、必要最小限まで絞り込んでください。
デリバリー条件
ユポは表面が平滑でシート同士が密着しやすく、かつ非吸収性のため、インキがセットするのに時間がかかり、裏移りトラブルが発生しやすくなっています。
裏移りを防ぐため、下記の点に注意してください。
スプレーパウダーの使用
スプレーパウダーの目的はシート同士の密着防止と酸素を取り込むことですので、粗めのものが効果的です。その際、印刷物の外観を損ねないよう、下記のサイズと量をおすすめします。
<FGSの場合>
粒径サイズ:15~30μm
散布量:コート紙の場合と比較し、約50~100%増の目安設定
例)ニッカリコ(ミニパックSL、AS160)/ニッカ株式会社
なお、追い刷りや、ラミネート加工がある場合には「粉取り」を行い余分なスプレーパウダーを除去してください。
板取り
必ず板取りをしてください。板取りの高さは製品と絵柄によって異なります。
下記を目安に設定してください。
| 先取り面 | 上がり面 | |
|---|---|---|
|
マットユポ※1 (FGS) |
10cm以下 | 10cm以下 |
|
スーパーユポ※2 (FRBW, FRRG) |
10cm程度 20cm程度 |
10cm程度 - |
|
ウルトラユポ※1 (FEBG) |
10cm程度 | 10cm程度 |
- ユポ用インキの場合
- 紙用インキの場合
紙降ろしファン
裏移りトラブルを防ぐため、印刷されたユポがふわりと落ちるように調整してください。紙押さえエアー圧をゼロまたは最小限にしてください。
サイドジョガー
左右が均等に当たるように位置合わせをしてください。
かすかにユポに触れる程度にし、強く当たらないようにしてください。
除電
静電気により、ユポが揃わなくなったり、裏移りが発生したりすることがあります。最も効果がある方法は湿度を高くすることであり、最低50%RH以上にしてください。除電装置は必ず"ON"にしてください。また、イオン化エアー方式も有効です(UV印刷では除電装置は必須です)。
除電布、除電ロープの使用も効果があります。取り付けの際は外れないよう、しっかり取り付けてください。
その他
インキが完全にセットするまでは、裏移り防止のため絶対にユポに圧を加えたりショックを与えないでください。また、印刷されたユポを次の台に切り替える為に移動させる際には、雪崩現象を起こさせないよう十分注意してください。
乾燥時間(代表例)
ユポはインキのセットが遅く、コート紙に比べて乾燥時間が長くかかります。片面印刷での乾燥時間の目安は、絵柄・印刷条件・気候などによって異なりますが、おおよそ次のとおりです。
| FEBG | FGS | FRBW | FRRG | ||
|---|---|---|---|---|---|
| 両面 | 両面 | 両面 | 片面 | ||
| 適用インキ |
合成紙用インキ ユポ用インキ UVインキ |
ユポ用インキ UVインキ |
紙用インキ 合成紙用インキ ユポ用インキ |
紙用インキ (重さ200%) 合成紙用インキ ユポ用インキ |
|
| 乾燥時間 ユポ用 インキ使用 |
100% | 1〜2時間 | 6〜8時間 | 1〜2時間 | 1〜2時間 |
| 200% | 2〜3時間 | 7〜10時間 | 1〜3時間 | 2〜3時間 | |
| 300% | 3〜5時間 | 8〜12時間 | 2〜4時間 | 3〜5時間 | |
| 400% | 5〜7時間 | 10〜16時間 | 3〜5時間 | 5〜7時間 | |
| 外観 | 表 | セミグロス | マット | セミグロス | セミグロス |
| 裏 | セミグロス | マット | セミグロス | マット | |
上記の乾燥時間を実現するためには新しいインキを使うこと、インキの過乳化を抑制すること等、湿し水のアドバイスを厳守してください。印刷後24時間以上経過してもセットしない場合、インキが過乳化した可能性が高いと考えられます。
- 目安の数字は、比較的バランスの取れた絵柄で過乳化などのトラブルもなく印刷されたときの結果です。
- ユポは単色印刷と多色印刷とで乾燥時間に大差はありませんので、できるだけ多色機の使用をおすすめします。
- インキが過乳化した場合、その程度により、前記の目安時間よりも大幅に長引きます。ユポの乾燥不良トラブルのほとんどは、インキの過乳化が原因で発生しています。
- 低温雰囲気下でもインキの乾燥は遅くなります。15℃以下では大幅に長引きます。
- 両面印刷で後刷り(裏面)印刷後の乾燥時間が、表面印刷時よりも長引くことがあります。絵柄や条件によって異なりますが、先刷りインキが乾燥する際に発生するガスが、裏面の性質を変化させるためです。
インキ乾燥を促進するためには、次のことが効果的です。
(1)印刷物を高温環境下(25~30℃)で乾燥させる。
(2)インキのセット後、頻繁に風入れを行う。
このあと、追い刷りや裏面印刷がある場合は、紙面温度を初刷り時の温度にできる限り近づけてから実施してください。見当不良を防ぐためです。
UVオフセット印刷
UVインキの選択
UVオフセットインキの選択は、用途による要求性能をご検討のうえ、インキメーカーにご相談ください。
特に室外用途の場合には、インキの耐水密着性を事前に検討のうえ選定してください。
製品別適性
油性およびUVオフセット印刷が可能な代表製品は下記のとおりです。
| 油性オフ | UVオフ | ||||
|---|---|---|---|---|---|
| ユポ用 インキ |
合成紙用 インキ |
紙用 インキ |
従来方式 | 省電力 方式 |
|
| FRBW | ○ | × | |||
| FEBG | ○ | × | △ | ||
| FRRG※2 | ○/× | ×/× | |||
| FGS | ○ | × | ○ | ||
| FPG | ○ | × | × | ||
| TPRA | ○ | × | × | ○ | |
| BLRG | ○ | × | ○ | ||
| LARG※2 | ○/× | ×/× | ×/× | △/× | |
| SGS(G)・SGP※1 | ○ | × | ○ | ||
| WKFS※2 | ○/× | ×/× | |||
| WKO※2 | ○/× | ×/× | ○/× | ||
| WMF※2 | ○/× | ×/× | ×/× | ○/× | |
| WSF※2 | ○/○ | ×/× | ×/× | ×/× | |
| WCFA | ○ | × | ○ | ||
| WESC・WEST※2 | ×/× | ×/× | ○/○ | ||
| QJJ | ○ | × | ○ | ||
| RMM | ○ | × | ○ | ||
| IM-L※2・3 | (△)/× | ×/× | (○)/× | ||
○:適性がある。
△:印刷条件、用途など限定すれば使用可能。
×:使用不可能である。
- 粘着加工紙、印刷面(マット)の適性を示します。
- (表/裏)の適性を示します。
- 「IM-L」はISF105、IDS80、IDS100、IHC75
その他の製品についてはお問い合わせください。
UV印刷の時の留意点
- UVランプは水銀ランプとメタルハライドランプの併用をおすすめします。
- UVインキは過乳化しやすい傾向があります。油性オフセット印刷時よりもさらに厳しく、湿し水を最小限に絞ってください。
- 省電力タイプではないUVランプでは発熱のためユポが伸縮を起こします。低温型ランプ(水冷式、または赤外線カット方式)を使用し、棒積みされたユポの紙間温度が50℃を越えないようにしてください。
- インキ密着強度は印刷直後には十分でなくても、時間の経過とともに向上します。
- インターデッキ照射は低温型ランプ以外はおすすめしません。通常のUVランプでは熱伸縮による見当不良が発生するためです。なお、照射不足(インキ密着不足)による後胴でのインキのブランケット取られに注意してください。
- 印刷は、多色機での1回通しで仕上げてください。熱伸縮による見当・寸法不良等のトラブルの危険性を少なくするためです。
- やむをえず追い刷りや、両面印刷が必要なときは、初刷り後、できるだけすみやかに風入れをして冷却し、空通し、初刷り前の表面温度にできる限り近い温度にしてから、実施してください。
- UVランプ周辺は、湿度が低下し、静電気が起こりやすくなっています。トラブルを防ぐためには、
(1)デリバリー付近の湿度を50%RH以上に設定してください。
(2)イオン化エアーなどの除電器との併用が効果的です。
ただし、湿度が40%RH以下では十分には機能しません。
スクリーン印刷
FGS、FEBG、FPU、SGS、QJJなどの製品をおすすめします。
- 風雨にさらされる屋外用途や耐水性を要求される用途の場合は二液型インキを使用してください。また印刷物をラミネート加工してください(PP貼りなど)。
- インキの選択については、インキメーカーに必ず相談してください。また事前に必ずテストをしてください。
- 大判の用途では事前にテストを行なってください。
-
溶剤乾燥型インキの場合
- 特に強いインキ密着性を要求される用途には、二液型インキを使用してください。
- 溶剤によるボコつきが起こりやすいので、厚手製品の使用をおすすめします。
-
UVインキの場合
- カールを防ぐため、UVランプは低温型を使用してください。
- UVの照射条件によってはインキ密着が不十分だったり、熱のためユポがカールする場合がありますので事前にテストをしてください(発熱の少ないUVランプや冷却装置をおすすめします)。
UVシール印刷
SGS(タック基材)、SGP(タック基材)、FGS、QJJをおすすめします。
- インキの選択についてはインキメーカーに必ず相談してください。
- 見当不良を防ぐため、UVランプは低温型(赤外線カット方式)を使用してください。
- 印刷機は平圧式、半輪転式、輪転式、いずれも使用できますが、ベタ絵柄がある場合は、半輪転式か輪転式をおすすめします。
- 間欠輪転式印刷機ではテンション変動による見当合わせに十分に留意してください。必要に応じて事前テストで確認してください。
- コート紙用よりも軟らかいインキの方がインキ転移性が向上します。
- UV照射量が不足すると、印刷直後のインキ密着強度が不十分になることがあります。事前に確認してください。
- ユポの表面が冷えていると結露してインキ転移が悪くなることがありますので、あらかじめあたためてください。
- 見当不良を防ぐため、テンションはできるだけ低く設定してください。
グラビア印刷
- 密着強度が重要な場合は、二液タイプのインキを使用してください。インキ選択はインキメーカーに相談してください。
- 基本的な印刷条件はBOPPフィルム印刷と同様の条件に設定してください。
- 見当不良を防ぐためテンションをできるだけ低く設定してください。
- ドライヤー直後にユポをできる限り室温近くまで冷却してください。
- ドライヤーの熱風温度が80℃を越えないように条件設定してください。乾燥効率を上げるためには熱風温度を上げるより、風速および風量を上げることをおすすめします。
- ベタ絵柄では白抜けトラブルを生ずることがあります。事前にテストして確認してください。
フレキソ印刷
- 基本的な印刷条件は、BOPPフィルム印刷と同様の条件に設定してください。
インキの選択はインキメーカーと相談してください。 - 見当不良を防ぐため、テンションをできるだけ低く設定してください。
- ドライヤーでの熱風温度が80℃を越えないように設定し、ドライヤー直後にユポをできる限り室温近くまで冷却してください。
-
水性フレキソ印刷
推奨製品がありますので当社までご相談ください。 -
UVフレキソ印刷(ナローウェブ機)
インキ選定はインキメーカーにご相談し、事前テストで確認してください。
UVランプは低温型(赤外線カット方式)を使用してください。
ビジネスフォーム印刷
- 裏移りを防ぐためUV印刷方式を使用してください。
- 見当不良を防ぐためUVランプは低温型(赤外線カット方式)を使用してください。
- インキの選択はインキメーカーにご相談のうえ事前にテストをしてください。
- オフセット印刷の場合は、湿し水をギリギリに絞ってください。
- 見当不良を防ぐため、テンションはできるだけ低く設定してください(20kgf/m以下)。テンションが高いと特にスプロケットホールのピッチが合わずコレーターでトラブルを起こします。
- 裏カーボンを印刷する場合、ユポの伸縮を起こさないように、乾燥温度に注意してください。
- ミシン目入れでは刃の間隔に注意してください。
- ミシン目カット部がエッジにかかると、裂けやすくなります。
- 排紙の折り方はスパイラル方式が適しています。また薄手のユポの場合、タイミング調整を事前に行ってください。
枚葉活版印刷
- 通常の活版インキ(浸透型)は使用できません。ユポ用オフセットインキを使用してください。
- 裏移りを防ぐためにスプレーパウダーを使用してください。
デジタル印刷について
近年デジタル印刷が急速に進歩し、各種の印刷方式が普及しています。
各方式に適したユポがございますので、印刷方式と機種を確定後に個別にご相談ください。
専門の担当者がご相談に応じます。
実績のあるデジタル印刷方式
-
インクジェット
水性インクジェット、溶剤系インクジェット、UVインクジェットの各方式に応じて適性製品が異なります。 -
電子写真(レーザープリンター:ドライトナー方式)
多くの機種では高温になるためユポはおすすめできませんが、一部の機種(低温タイプ)では使用可能の場合もありますので、ご相談ください。 -
液体トナー方式の電子写真プリンター(HP Indigoデジタル印刷機)
専用製品を用意していますのでご相談ください。 -
熱転写方式(溶融タイプ)
ラベル用途でSGP(タック基材)をおすすめします。
非対応印刷方式
ヒートセットタイプのインキが使用される高速輪転印刷には、ユポは適性がありません。
印刷面保護
カラー印刷後のインキ皮膜表面の光沢を向上させたり、
摩擦・引掻き耐性や薬品耐性を向上させるなどの要求に対しては、通常はビニール引きを除く次の5つの方法があります。
OPニス引き(酸化重合型)
- インラインOPニス、アウトラインOPニス共に可能です。
- ユポのカールやボコつきを防ぐため、ユポ用に調整されたニスを使用してください。
- ニスの種類によっては、経時でニスが黄変してくることがありますのでインキメーカーとご相談ください。
- スーパーユポ(FRBW)では一般紙用OPニスも使用できます。その場合はスーパーユポ(FRBW)の溶剤吸収能力を勘案してください。
- 用途と要求性能に応じてニスの銘柄を選択してください。
UVOPニス引き
- インラインOPニス、オフラインOPニスともに可能です。
- ユポの熱伸縮・変形・カールを防ぐため、UVランプは低温型タイプ(水冷式、または赤外線カット方式)を使用してください。
ニスを硬化させるためには高い照射量が必要ですが、空冷式では、濃色絵柄部が高温になることでユポがボコつくため、目安として棒積みされたユポの温度が50℃を超えないようにしてください。
UVニスコート(UVニス引き)
- ニス引きによるインキ面保護および光沢向上には、もっとも効果があります。
- ユポの熱伸縮・変形・カールを防ぐため、UVランプは低温型タイプ(水冷式、または赤外線カット方式)を使用してください。
ニスを硬化させるためには高い照射量が必要ですが、空冷式では、濃色絵柄部が高温になることでユポがボコつくため、目安として棒積みされたユポの温度が50℃を超えないようにしてください。 - 印刷が油性オフセット印刷(酸化重合型インキ)の場合は、オフラインでコートしてください。この場合仕上がりでの光沢を損なわないために、カラー印刷時のスプレー・パウダーを極力少なくするか、UVニスコート前に印刷面のパウダーを除去してください。
インライン水性ニスコート
- ニスコート後のドライヤーはロングデリバリータイプを使用し、ドライヤーの風速・風圧を高くしてニスを十分乾かしてください。
- デリバリーのユポの表面温度が35℃を越えないように調整してください。ニスのブロッキングを防止するためです。
- このニスコートは印刷面保護の他に、スプレーパウダー減少及びパイルのブロッキングトラブルを減少させる効果もあります。
- ニスの選定はメーカーにご相談の上事前テストで確認してください。水性ニスは表面平滑性の高いスーパーユポ(FRBW)やウルトラユポ(FEBG)で光沢効果があります。
UVクリアニスコート(UVコーターニス)
- ニスを使用したインキ面保護および光沢向上にはもっとも効果があります。
- ユポの熱伸縮・変形・カールを防ぐため、UVランプは低温型タイプ(水冷式、または赤外線カット方式)を使用してください。
ニスを硬化させるためには高い照射量が必要ですが、空冷式では、濃色絵柄部が高温になることでユポがボコつくため、目安として棒積みされたユポの温度が50℃を超えないようにしてください。 - 油性オフセット印刷の場合には十分に乾燥を確認した上で、オフラインでコートしてください。この場合、仕上がりで光沢を損なわないために絵柄印刷時のスプレーパウダーを極力少なくするか、コート前に印刷面のスプレーパウダーを除去してください。
ビニール引き(艶出し加工)
この方法はユポには適しません。
トラブル事例と対策
見当精度不良(ユポの目の影響)
ユポにも目がありますので、紙と同様にファンアウト現象が起こることがあります。
- ラベル表示サイズの最初の数字が目の方向となります。
- ユポ平判は横目品(Y目品)が一般的です。ファンアウトが発生しやすい大判では、一部製品で縦目品(T目品)があります。

ドットゲイン(網点の太り)
マットユポ(FGS)はインキを吸収せず表面もやや粗いため、コート紙に比べ10%強のドットゲインが発生します。この差を考慮した印刷が必要になります。 マットユポ(FGS)に合わせたプロファイルの作成をおすすめします。
スーパーユポ(FRBW、FRRG)、ウルトラユポ(FEBG)のドットゲインはマットユポ(FGS)より小さく、コート紙に近い水準です。従ってFRBW、FRRG、FEBGではコート紙のプロファイルが使用できます。(色調の再現性のズレは問題とならないレベルです)
対策
- インキを盛り過ぎないでください。
- インキを過剰に乳化させないでください。
(ユポ用インキ、合成紙用インキは紙用インキより乳化しやすい傾向がありますので、湿し水は最小レベルで調整してください) - 色校正は本紙を使用し、かつ本機校正することをおすすめします。
フィルムの段階でドットゲイン約10%分を修正するか、ポジ版の場合、露光時間を増して刷版で焼き込んでください。 - CTPでは、製版工程のデータ修正でトーンカーブ(ドットゲインカーブ)を修正してください。
静電気トラブル
- 静電気トラブルを防ぐには、印刷室の湿度が最も重要です。
(例えば給紙不良、紙の不揃い、ちりや紙粉の付着など) - 必ず印刷室(印刷機周り)を50%RH以上に設定してください。
(冬場の暖房時は温度調整も同時に行ってください) - 除電器を併用する場合、イオン化エアーが効果的ですが、湿度が40%RH以下では、十分には機能しません。
- 両面印刷の場合は、絵柄の軽い面を先に印刷してください。ユポの表面がインキで覆われるとインキが帯電します。
(上がり面印刷では、印刷機の周囲が60%RH以上になるように加湿してください) - 乾燥促進のためにIRヒーターを使用すると、その印刷機周辺の湿度が大幅に低下します。そのため排紙が踊ったり、スプレーパウダーの異常パターンの発生などのトラブルが起こりやすくなります。印刷室(印刷機周り)を60%RH以上に設定してください。

裏ゴースト(マイグレーション)
両面印刷で後刷り面の印刷時、局部的なインキ転移異常が起こったり後刷りインキの乾燥時間が長くなる現象が裏ゴーストです。これは先刷り面のインキが乾燥する過程で発生するガスが、接触するユポの後刷り面の性質を変化させるためです。
このトラブルが発生すると完全な救済方法がありませんので、あらかじめ次の対策を実施してください。
対策
- 推奨インキを必ず使用してください。
- 絵柄の軽い面を先に印刷してください。
- 先刷り面のインキがセットしたら、できるだけ速やかに、可能な限り多くユポに風入れしてください。
- 先刷りインキが乾燥したら速やかに(24時間以内)に上がり面(後刷り面)を印刷してください。
- インキがセットしたら、できるだけ速やかに、可能な限り回数多く風入れしてください。
インキの乾燥不良・乾燥遅延
このトラブル発生の原因は
- インキの過乳化
- 古いインキを使用した
- 印刷室の温度や印刷物が置かれた雰囲気温度が低かった
などが考えられます。
この内、インキの過乳化によって起こるトラブルは大半を占めます。
セットが遅れている印刷物は25~30℃の雰囲気下で、頻繁に風を入れれば若干乾燥が促進されますが、乾燥しない場合がありますので、ユポ印刷マニュアルに従って印刷してください。
対策
- 新しいインキを使ってください。
- 湿し水を版汚れする寸前まで絞ってください。特に、1・2色目の湿し水を最小限まで絞ることが重要です。できればIPAなどのアルコールを添加して、版面の水をより均一に、より少なくするのが効果的です。
- 絵柄の少ない場合はこのトラブルが起こりやすいので、版の余白などにできるだけ面積の大きいベタの絵柄を焼き込んで、ローラー上のインキの消費・供給を活発にし、ローラー上のインキをフレッシュに保つことが重要です。また、必要に応じてEXドライヤー(T&K TOKA)を添加するのも効果的です。
- 刷り出し時にインキを盛り過ぎると、インキの過乳化を招く原因になります。
- 印刷後のユポを保管する部屋の温度を25~30℃に保つと乾燥促進に効果的です。
紙粉
刷り込むにつれてユポ表面のフィラー(微少な無機物)がブランケットに付着堆積してブランケットが白くなるとともに、サッカ-跡やコロ跡が刷り物に現われたり、全体的なガサツキ状態になる現象です。
印刷条件が良好な場合での連続印刷枚数の目安は製品によって異なります。また、絵柄による影響があります。
-
紙粉の発生しやすい製品
→TPRA、BLRG、SGS(タック基材)、QJJ、WCFAなど(連続印刷枚数目安:500~2,000枚) -
紙粉の少ない製品
→FGS、FRRG(連続印刷枚数目安:2,000~5,000枚) -
紙粉の極めて少ない製品
→FRBW、FEBG(連続印刷枚数目安:10,000枚)
印刷条件が適切でなく、インキ乳化が高い場合には紙粉の影響が一層早く現れます。
極端な場合にはFGSでも数百枚で紙粉トラブル(サッカー跡やコロ跡)が発生することもあります。
対策
- インキの乳化が進んでいる場合はロ-ラ-、版、ブランケットのインキを洗い流し、フレッシュなインキを流してください(インキの着肉性が低下しないようにしてください)。
- サッカー、コロの吸い圧や接触圧をできるだけ下げてください。可能な場合はコロの位置を絵柄から外してください。
- サッカーにはゴム部分にセロハンテープを貼るか、ガーゼ等の通気性のよい布でカバーをしてください。
- コロにはセロハンテープやPPテープを貼ってください。
- 胴数に余裕がある場合には、前胴で空通しで「粉取り」を行なってください。
この場合でも500~1,000枚で粉取り胴のブランケットを洗ってください。
溶剤アタック(天然紙印刷物との併用)
ユポと天然紙の併用は避けてください
通常の紙用インキで印刷した一般紙と組み合わせて、ユポをインサート又は製本等の用途に使用すると、紙用インキの残留溶剤の影響を受けてユポに波打ち・カール・しわ等が発生する可能性があります。
ご使用の際は事前にご相談ください。
版汚れ(地汚れ)
ユポは一般紙に比べて版汚れ(地汚れ)に対して不利な要素を持っています。
- ユポは非吸収性素材であり湿し水を吸収しません。(FGS、FRBW、FRRG、FEBGなどほとんどのユポが該当します)
- FRBW、FRRG、FEBGを除き多くの製品はコート紙に比べ、インキ受理性が劣る傾向があります。
- ユポ用インキ、UVインキは乳化しやすいインキです。特に紅や赤系特色、耐光性紅はこの傾向が強く、版汚れしやすいので湿し水を絞るようにしてください。
このため、条件調整や刷り出しから版汚れしたり、停止後の再スタートで突然版汚れするなどのトラブルが散見されます。
主な原因は、
- インキの盛り過ぎ
- 湿し水の過剰供給
このどちらか、あるいは2つの相乗効果です。
※ローラーニップの偏りやグレージングなどがなく、ローラー表面が正常に管理されている前提です。
(1)条件調整や刷り出しで汚れだす場合
《原因》最初の湿し水供給が多過ぎてインキが過剰に乳化している。これによってインキ顔料が湿し水に溶出して非画線部で「浮き汚れ」を起こした。
対策
- 版面とインキローラーを洗浄して乳化しているインキを除去し、インキ壺からフレッシュなインキを下ろして印刷する。
- 湿し水供給を大幅に絞り、咥えエッジがやや汚れる程度でスタートする。
(2)停止後の再スタートで突然汚れが発生する場合
《原因》インキ供給と湿し水供給共に過剰状態でバランスしていたため連続印刷中は正常に印刷できていたが、停止時にバランスが崩れ版面へのインキ過剰が起きて汚れとなった。
対策
- インキ量を下げる方向でインキと湿し水の供給を再調整してください。
- どうしても汚れる場合は版面にガム引きし親水性保護を行ってください。
感脂化したスポットを「消去ペン」で処理した場合は消去液を完全に拭き取り、水洗いしたあとでガム保護を行ってください。 - 版汚れが起きやすい場合は、給湿液を「ガム入り 給湿液」に変更するか湿し水にアラビアガムを0.1%(20cc/20L)添加してください。
その他
屋外での使用
インキの退色の防止
要求レベルに応じた耐光性・耐性のユポ用インキを使用してください。
必要に応じてPPフィルムやPETフィルムをラミネートしてください。
ポスターの固定
ポスターを貼る際は両面テープまたは、タック加工されたユポの使用をおすすめします。画鋲を単独で使用するとユポが裂ける場合がありますので両面テープと併せてお使いください。
過酷な条件下でのポスター
風雨などでバタつくような条件下で使われるポスター・バナー・看板のようなケースでは、インキの脱落などを防ぐため、フィルムのラミネート加工をしてください。
なお、このような用途ではインキの選択、ラミネート方法や接着剤の選択などを必ず事前にご検討ください。
- ラミネートをする場合でも耐水密着性の強いインキをご使用ください。
- プレコートタイプのラミネート用フィルムには耐水接着力の弱いものがあります。
鏡面(金属板・ガラス板・塗装面など)に貼るポスター
ユポと被着体との間に雨や水分が溜まるとユポが被着体に影響(被着体の変色、ポスターの貼り付きなど)を与える可能性があります。
長期に貼り付けてご使用いただく場合は、ユポと被着体の間に雨や水分が入り込まないような施工をしてください。
例えば両面テープで貼る場合は少なくとも上辺と左右辺を隙間無く貼っていただくことをおすすめします。
またコーナーや辺を部分的に貼る施工で、長期にご使用いただく場合は定期的に貼り替えされることをおすすめします。
風呂場・水回りでの使用
-
お風呂ポスターなどを水をつけて壁面等に貼る使い方では
(a)片面印刷のポスターの場合
被着体の材質や使用環境(高温多湿の環境)によっては稀にカビの発生や被着体への影響(壁材の変色、ポスターの貼り付き)を与える可能性がありますので、長期に貼り付けてご使用いただく場合は定期的に貼り替えることをおすすめします。(b)両面印刷のポスターの場合
インキが被着体に転写し汚すことがありますので、フィルムラミ加工あるいはニスコートでインキ面を保護することをおすすめします。
また片面印刷のポスターの場合同様、長期に貼り付けてご使用いただく場合は定期的に貼り替えることをおすすめします。※ただしプレコートフィルムは避けて二液タイプ接着剤(溶剤・水性どちらでも可能)をご使用ください。
- 耐石鹸性の観点から、紅インキは必ず耐性インキを使用してください。